
ECM - Electro-Chemical Machining
Electro-Chemical Machining (ECM) is the generic term for a variety of electro-chemical processes. ECM is used to machine workpieces through the anodic dissoultion of metal. The process is used in aerospace engineering and the automotive, construction, medical equipment, microsystem and power supply industries. Almost all kinds of metal can be electro-chemically machined, especially high-alloyed nickel- or titanium-based ones, as well as hardened materials.
As it is a contactless procedure with no heat input, the process is not subject to any of the disadvantages experienced with traditional machining methods, e.g. tool wear, mechanical stresses, micro-fissures caused by heat transfer or the need for subsequent deburring operations. All electro-chemical machining processes are characterized by stress-free stock removal, gentle transitions and top-quality surfaces without burr formation.
The Process
Electro-chemical machining is based on the principle of electrolysis.
The tool, i.e. the cathode, is connected to a direct voltage source with the workpiece acting as the anode. A charge exchange takes place between the cathode and the anode in an aqueous electrolyte solution which targets specific areas of the workpiece. This can be used to create contours, ring ducts, grooves or bell hollows with no contact but very high precision. The removed material is precipitated from the electrolyte solution in the form of metal hydroxide. The machining can be carried out regardless of the structural condition of the metal and both soft and hard materials, including exotic metals, can be machined.
The components are subjected to neither thermal nor mechanical stresses.





Advantages ECM
- Low-level tool wear (cathode), an ideal precondition for batch production
- Surface finishes of up to Ra 0.05
- Precision machining
- No thermal and mechanical effects, therefore, no changes in the material properties
- Hardness, toughness and magnetic qualities of the material remain unchanged
- Possibility to machine diminutive and thin-walled contours
- A high degree of repeat accuracy in the machining of the surface structure
- Simple but highly efficient production process; no need for subsequent deburring or polishing
- Rough-machining, finish-machining and polishing in a single operation
- Possibility to machine superalloys
- Possibility to simultaneously machine macro and micro structures
Workpieces
The Right Manufacturing Solution for Every Workpiece

Blisk
Components inside an aircraft engine are exposed to extreme stresses, and therefore made from very hard materials. For example a Blisk (Blade Integrated Disk) is often made from nickel-based super…

Dies
Integrating complex 3D geometry, like that in precision dies of high-tensile materials, places very tough demands on machining technology.
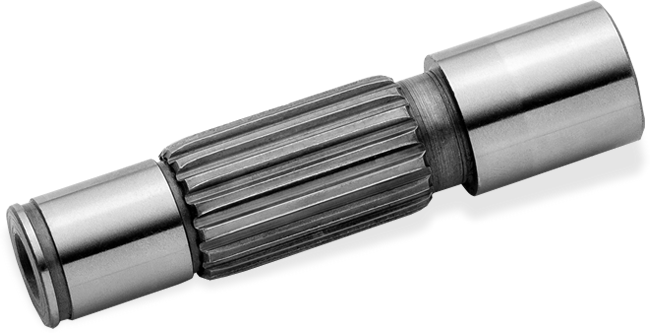
Gear shaft (e-bikes)
Shaft machining is one of EMAG's core competencies. Our special 4-axis machines for shaft production are ideal when it comes to high-precision and highly productive machining of gear shafts. Turning,…

Hollow Shaft (e-bikes)
For years, the hollow shaft has been established as the axle for the crank system in an eff ort to reduce weight.
However, due to the unique configuration of these workpieces, the traditional chip…

Turbocharger Shaft
The production of turbocharger components is one of the most demanding tasks in automotive manufacturing, At EMAG, we deliver speed and precision with our complete production line solutions.




Machines for your requirements
(4) machines found






