Injector body processing on machines created by the EMAG Group
For the production of injector bodies, EMAG offers turning centers for soft machining by chipping and electro-chemical machining centers for deburring or inner forming.
Injector bodies — from chipping to deburring, all from a single source
EMAG offers a wide range of machining technologies for the production of injector bodies. The soft machining of the injector body blanks is done on vertical turning centers of the VSC and VTC machine series. Depending on geometry and complexity of the injector body, a combination of VSC and VTC turning centers is another option.
Soft machining of injector bodies on EMAG turning centers
The external turning operation on the injector bodies is done with four axes on VTC 100-4 vertical turning centers. The turning center displays its strength particularly in medium to high volume production, since its automation solution allows very short chip-to-chip times and low workpiece costs: Workpiece grippers in the tool turrets move the blanks into the machine, and pick them up again after processing. Depending on the workpiece, this change-over time only takes between six and eight seconds.
The internal machining of the injector bodies is done on VSC series turning centers. To minimize vibration during turning, milling and drilling, the vertical turning centers are equipped with a hydrostatic guideway for the Z-axis spindle. The tool turret carries 12 turning tools or, as an option, up to 12 driven tools for drilling and milling.
For more details about the turning centers of the VSC series (for chucked parts) and VTC series (for shafts), see the Machines section below.
Electro-chemical machining for deburring of injector bodies
For exceptional demands regarding the material used, or for geometries that can no longer be produced by chipping processes (turning and milling), electro-chemical machining provides the best option to achieve the required production parameters economically. For example, the injector bodies can not only be deburred with electro-chemical machining, but defined shapes can also be applied into the injector body by inner forming. Intersecting drill holes within the injector body can also be deburred or chamfered by electro-chemical machining. In such cases, electro-chemical machining provides excellent production results since there are no negative effects on the material structure during the machining process.





Technologies
Complex Manufacturing Systems from a Single Source thanks to a High Range of Technologies
Deburring does not count as a core process in machining. On the contrary, it has up to now been considered a necessary evil.
Again and again this has…
Many components do not only have to be highly precise on the outside, but the primary focus is on generating optimal surfaces on the internal…
Vertical turning is a machining process for metal components. EMAG was one of the first machine tool manufacturers to use the vertical turning process…
Machines for your requirements
(1) machines found

Workpieces

Cam

Composite camshaft (joining)
Precision manufacturing of camshafts places high demands on production. The thermal joining technique offered by EMAG combines flexibility with productivity: freedom in design and production processes…
Gear shaft (e-bikes)
Shaft machining is one of EMAG's core competencies. Our special 4-axis machines for shaft production are ideal when it comes to high-precision and highly productive machining of gear shafts. Turning,…

Gear wheels (e-bikes)
Regardless of whether they are made of plastic or metal, EMAG solutions can be used to manufacture a wide variety of gear wheels. Thanks to the wide range of technologies available at EMAG, we can…

Hollow Shaft (e-bikes)
For years, the hollow shaft has been established as the axle for the crank system in an eff ort to reduce weight.
However, due to the unique configuration of these workpieces, the traditional chip…

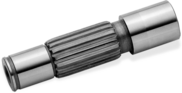
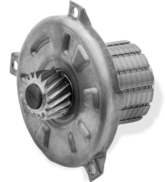
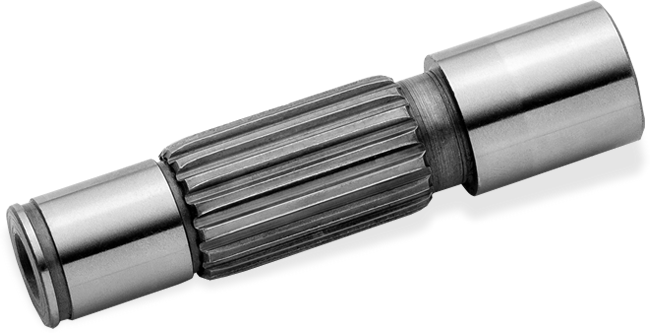
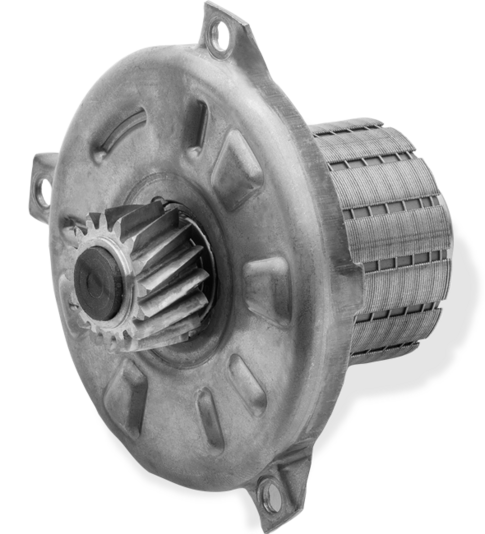
Injector body
For the production of injector bodies, EMAG offers turning centers for soft machining by chipping and electro-chemical machining centers for deburring or inner forming.

Piston
The machining of pistons is one of the most demanding processes in manufacturing engines and EMAG offers the whole process chain for their complete-machining. The outer contour, in particular, calls…
Rotor (e-bikes)
The rotor shaft is the central component of the electric motor and EMAG has already developed numerous solutions precisely for this important component. From turning to gear cutting to hard gear…

Rotor Shaft - Assembled (Electric Motor)
Rotor shafts in stationary electric motors are usually solid shafts with a smaller diameter. Alone, these rotor shafts are not heavy, however the small diameter of the shaft requires that a large…

Rotor shaft (electric motor)

Rotors for compressors
Finish machining of rotors for air compressors or rotary compressors is a high-tech task: The surfaces need to be perfect down to the last micrometer. The new G-H series from EMAG SU was developed…

Stator Housing
Our specialists have developed a highly efficient solution for the cutting machining of stator housings for electric motors.

Turbocharger Shaft
The production of turbocharger components is one of the most demanding tasks in automotive manufacturing, At EMAG, we deliver speed and precision with our complete production line solutions.