在埃马克集团的机床上加工喷油器体
EMAG公司提供用于加工喷油器体的车削机床,用于软加工的机床以及用于去毛刺和加工沟槽的电化学金属加工机床。

喷油器体——从切削到去毛刺均出自一手
埃马克可提供多种加工技术以生产喷油器体。使用 VSC 系列和 VTC 系列的立式车床可完成喷油器体毛坯件的软切削。根据喷油器体的几何形状及复杂程度,也可将 VSC 和 VTC 车床组合使用。
在埃马克车床上进行喷油器体的软切削
在 VTC 100-4 立式车床上,可采用四轴对喷油器体进行外部车削加工。尤其是在中等至大批量生产的情况下,这台车床具有极大的优势,因为其工件输送解决方案可极为迅速地自动换装,并能确保较低的工件成本:通过刀塔中的工件机械手将毛坯件送入机床中,并在加工完成之后再次将其取出。根据工件的不同,此换装时间仅为六至八秒。
喷油器体的内部加工可在 VSC 系列车床上完成。该系列立式机床的 Z 轴中配有静压轴承顶尖套筒,用于低振动车削、铣削和钻孔。刀塔可装备 12 个车削刀具,或可选多达 12 个动力钻头和铣刀。
更多有关 VSC 系列车床(针对盘类件)和 VTC 系列车床(针对轴类件)的信息请见下面的机床部分。
为喷油器体去毛刺的电化学金属加工
在对所用材料或几何形状要求极高,而不可使用切削工艺(车削、铣削)进行加工的情况下,电化学加工提供了经济性生产最好的解决方案。举例来说,使用电化学金属加工不仅可以为喷油器体去毛刺,而且还可以在喷油器体通过内部加工出指定的形状。喷油器体内部的交叉孔也可以通过ECM工艺实现倒角或者去毛刺。在这种情况下,电化学可以提供卓越的加工结果,因为在加工过程中不会对材料结构产生任何影响。





工艺
复杂的制造系统来自单一来源,得益于高范围的技术
去毛刺和电化学去毛刺
在切削加工领域,去毛刺并不是什么核心工艺,相反长久以来去毛刺一直被很多人视作是一件无法避免的麻烦事。因此许多用户或机床制造商在安排整个生产工艺时,虽然非常注重切削工艺的合理安排及优化,但对去毛刺却是一开始就掉以轻心,不做统筹安排。
许多零部件不仅外部加工要求精密,内部轮廓的精度和表面光洁度要求也极高。比如加工喷油系统的零件时,哪怕是再细小不过的一个加工凹槽都会导致缺口作用,从而使喷油系统失灵。 采用电解法加工各类零件的回油槽或圆滑表面时,精度高,结果好。
倒立式车削是一种金属切削制造工艺。 埃马克是最早使用垂直主轴进行倒立式车削的机床制造商之一。 在使用垂直主轴进行倒立式车削(也称作倒立式上下料车削)时,工作主轴既承担加工操作(倒立式车削、钻孔、铣削......),也承担自动化系统控制。…
机床 满足您的要求
(1) 款机床已找到
![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/_processed_/2/5/csm_vtc-100_preview_6b817d0453.png "[Translate to Chinese (2):]")
Workpieces
凸轮

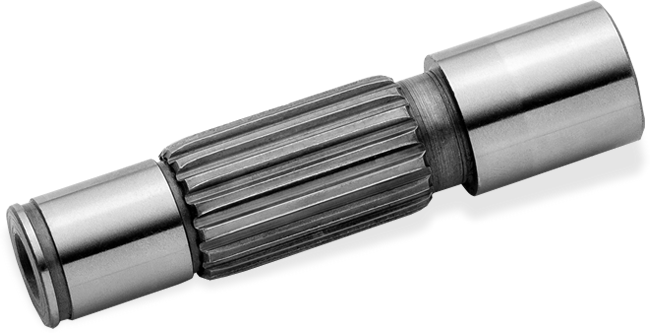
传动轴(电动自行车)
轴类件加工属于埃马克的核心竞争力。我们提供的用于轴类件生产的特殊 4 轴机床是高精度、高效率加工传动轴的理想选择。车削、硬车、滚齿、磨削——埃马克可以提供传动轴的完整工艺链。
- 车削
机床:VT 2 / VTC 100
- 滚齿
机床:HLC 150 H
- 硬精加工(硬车/磨削)
机床:VTC 100 GT
- ECM 电解加工齿形出口处
机床:CI…

传动齿轮(电动自行车)
无论是塑料还是金属材质,埃马克解决方案可以制造各种类型的传动齿轮。埃马克所掌握的工艺技术范围十分广泛,因此可提供从毛坯件到成品件的完整工艺链。
- 车削
机床:VL 1 TWIN / VL 3 DUO - 滚齿
机床:HLC 150 H - 内径磨削
机床:VLC 200 GT

空心轴(电动自行车)
为减轻重量,多年来一直使用空心轴作为曲柄系统的轴。
但是,工件的特殊结构为传统切削加工带来重大挑战。一方面,经过淬火的工件会导致刀具成本上升;另一方面,空心轴的薄壁结构会导致变形。
如果采用 ECM 电解加工技术,那么上述两个问题根本都不会出现。无论是钻孔或是外齿,都可以使用 ECM 技术在已淬火状态下进行加工——无毛刺且工件不会变形,也不需要进行后续加工。
ECM 加工过程详细说明:
…

活塞
活塞加工是发动机制造领域要求最为严苛的程序之一。埃马克为此提供了用于完整加工的整个工艺链。特别是在外轮廓加工时要求公差非常小。在灵活性方面挑战也日益增加。因此,现今在对活塞进行外轮廓加工的机床上,必须能够加工各种各样的活塞类型。然而这不仅仅是指活塞的大小和结构形式。铝、钢和淬火钢等不同材料也必须能够使用该机床进行加工。
转子(电动自行车)
转子轴是电动机的核心部件,埃马克已针对这个重要部件研发出多种解决方案。从车削到制齿,再到使用 ECM 技术进行齿轮硬加工,埃马克可提供多种工艺技术,高效率、高精度地制造转子轴。
- 车削转子轴
机床:VT 2 / VTC 100
- 硬精加工(硬车/磨削)
机床:VTC 100 GT
![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/_processed_/b/0/csm_assembled-rotor-shaft-electric-motor_preview_c90b00ed0a.png "[Translate to Chinese (2):]")
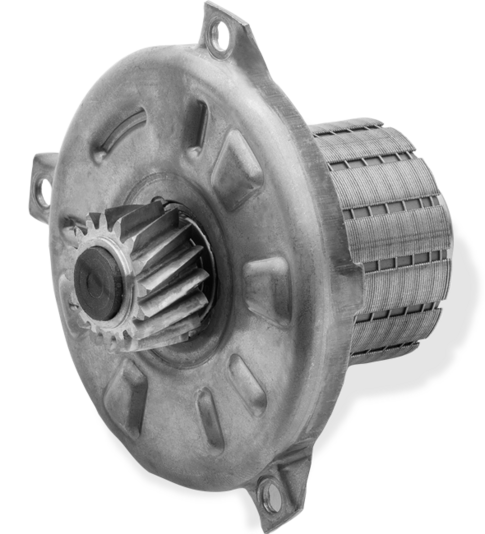
转子轴 – 装配式(电动机)
固定式电动机中的转子轴一般都是小直径的实心轴。这些转子轴本身并不沉重,但由于轴的内径较小,所以需要相应较大的叠片组,由此整个转子的重量增加。 这对固定式发动机来说并不是问题,但对电动汽车的电动机来说,每一克重量都以缩短续航里程为代价。
埃马克在此向您展示的这条特殊生产线便可针对现代化电动汽车设计进行轻型转子轴和轻型电动机的大批量生产。

Rotor shaft (electric motor)








![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/_processed_/b/0/csm_assembled-rotor-shaft-electric-motor_preview_4d745be033.png "[Translate to Chinese (2):]")







{kind=link}