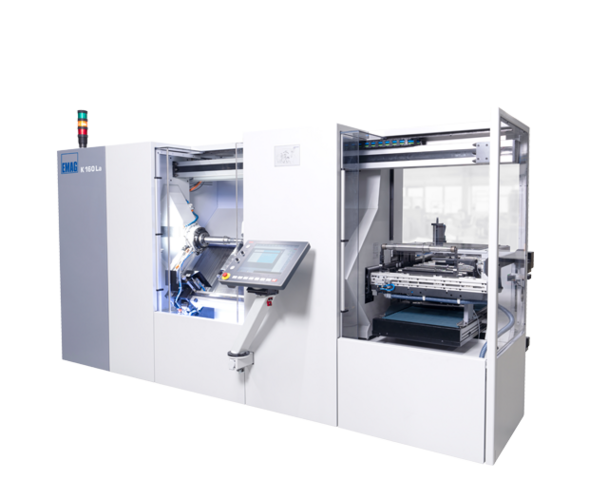
加工转向齿轮
动力转向系统是现在每一辆汽车的标配。因此将方向盘的运动传递到转向机构的转向齿轮的需求量非常巨大。这对于 KOEPFER 滚齿机 160 来说是小事一件,它是专门为制造转向齿轮而设计的。该机床装配有最新一代的 8 轴控制系统,可以为滚刀和主轴提供极高的转速。因此,在切削速度很高时也能在轴类件和转向齿轮上铣削最少的齿数。转向齿轮的自动进料和卸料通过集成的桁架式上下料系统实现。因此所有工件类型都能自动装卸。在进料库中就会进行工件定位检查,因为通常转向齿轮都有齿向定位要求,滚齿时必须与特定的轮廓(平面、细槽)进行对齐。无论是预滚(软)还是精滚淬硬的转向齿轮(刮齿) 都可在滚齿机 160 上完成。该设备虽然加 工许多转向齿轮类型,但仍能达到极高的可用性。很显然这完全归功于滚齿机 160。

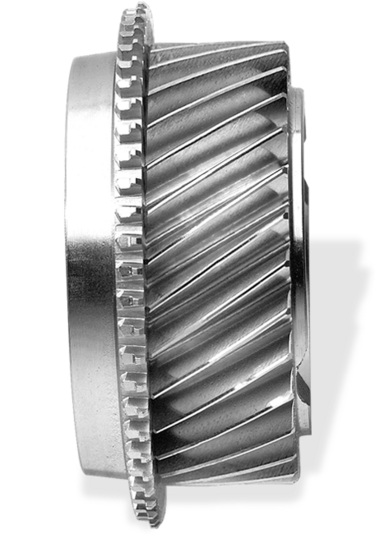
工件举例:转向齿轮
| 材质 | 14NiCr14 |
| 加工工艺 | s软预滚和硬精滚(刮齿) |
| 加工质量 |
|
| 工件 | 模数2 x 齿数10 ,左旋或右旋 |
| 节拍 |
|
转向齿轮的生产系统
先进﹑高效﹑低成本的转向齿轮生产系统是怎样的?埃马克通过 VL 和 VT 机床回答了这个问题。
用于转向齿轮加工的 VL / VT 生产线
生产线的最重要事实:
- 4 轴加工,生产率提高了 30%
- 行程短并因此降低了非生产时间
- 少量装夹次数的加工保证了最高精度(无换夹误差)
- 节省了 15% 的占地面积
- 简单的换装和维护使得机床更易于操作
用于转向齿轮加工的 VL / VT 生产线
生产环境的最重要事实
- 模块化的通用生产概念 – 随时可扩展 和适应
- 最低的附加费用,因为省去了企业内的临时仓库和内部运输等,因此降低了库存和加快了周转时间
- 方便接入自有的专用自动化解决方案
转向机构主动齿轮

机床 满足您的要求
(5) 款机床已找到

![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/_processed_/5/3/csm_vt-2_preview_9da0b70ba3.png "[Translate to Chinese (2):]")


Workpieces
![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/_processed_/f/8/csm_bevel-gear_preview_a52ff03618.jpg "[Translate to Chinese (2):]")
锥齿轮
埃马克的 VL 1 TWIN 非常适合锥齿轮的车削和钻孔加工。这款倒立式车床有两条上下料主轴,可同时加工两个直径不超过 75 毫米的锥齿轮。机床的加工速度快、场地需求小,因此可降低单件成本。此外,可通过机械手单元和回转工作台轻松上料,并将节拍时间缩短到 4.5 秒。


齿轮
使用 VL 平台的机床加工齿轮,四个关键操作依次进行: 齿轮一面 ( OP 10 ) 的车削和另一面 ( OP 20 ) 的车削分别在 VL 2 上进行,然后在 VLC 200 H上用滚刀进行齿轮滚齿加工(OP 30),而零件最后的倒棱在 VLC 100 C ( OP 40 ) 上进行。…

齿轮轴




滚齿
乘用车变速箱档数增加 – 工程师们已在从事自动档变速器 10 个变挡的研究。这样汽车可在最佳转速范围内行驶较长得时间,并且更加节能。该项研发为变速器和齿轮的加工带来了持久的优化压力:未来高产量齿轮的加工速度必须更快、精度更高。这一切如何运作,VLC 200 H 型立式滚齿机以工件为例演示了齿轮的加工。

长传动轴
长传动轴是轮式和履带式军用车辆传动系统的核心部件。它们能远距离传递高扭矩,连接变速箱、中间轴承和车桥差速器,还能吸收弯曲和扭转载荷。在作战和后勤场景中,它们必须在温度变化、振动和撞击的情况下保持尺寸和功能稳定。在生产过程中,如果两端都有齿轮,则对同心度、同轴度、齿面形状和相位的公差要求很高。两端带有花键的细长轴也用于农业设备,例如草料加工。借助工作台通孔,CLC 260 H 还可以加工长度超过…

Planetary Gears

链轮
通过将不同的切削加工工序整合到同一机床和一次装夹中,为节省加工时间提供了巨大潜能。因此在加工直径达100 mm的盘类件(如:传动齿轮、凸轮环、链轮、泵环和单凸轮)时,在达到高品质加工结果的同时,还能够节约大量时间。
链轮(生产系统)
通过VL系列倒立式车床和一台 VL 4 H 立式滚齿机,埃马克可提供链轮全套加工的最佳生产解决方案。
机床还配备了TrackMotion自动化工件输送系统,通过该自动化系统在机床间便捷地传输工件——包括翻转链轮或将链轮放置在堆垛机托盘上。

转向机构主动齿轮
动力转向系统是现在每一辆汽车的标配。因此将方向盘的运动传递到转向机构的转向齿轮的需求量非常巨大。这对于 KOEPFER 滚齿机 160 来说是小事一件,它是专门为制造转向齿轮而设计的。该机床装配有最新一代的 8…
![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/_processed_/2/8/csm_worm-gear_preview_96577a9fd4.png "[Translate to Chinese (2):]")
蜗杆
机电式转向系统又称为EPS转向系统(Electric Power Steering,电动助力转向),该系统如今已成为全球多种车型的标配。那么,该如何经济地生产诸如转向小齿轮、蜗杆和蜗轮等系统所属部件呢?EMAG 可提供多种解决方案。
![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/_processed_/f/8/csm_bevel-gear_preview_86f55db6d5.jpg "[Translate to Chinese (2):]")










![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/_processed_/2/8/csm_worm-gear_preview_f5721a7a14.png "[Translate to Chinese (2):]")



{kind=link}