Torneado en duro / Rectificado
La combinación de una serie de procesos en una única máquina permite explotar los considerables potenciales de racionalización.
Las ventajas que ofrece la combinación de procesos de torneado en duro y rectificado incluyen el mecanizado completo y una mayor calidad y flexibilidad.

Torneado en duro y rectificado: mayor calidad y flexibilidad
La combinación de los procedimientos de torneado en duro y rectificado se emplea de forma muy efectiva para la reducción del tiempo de ciclo. Si el mecanizado duro y fino completo (torneado en duro y rectificado) se realiza en una máquina, es posible reducir drásticamente los tiempos de proceso, así como los tiempos de transporte e inactividad. La reducción de los procesos y tiempos de preparación supone una ventaja adicional.
La tecnología de torneado en duro y rectificado ha demostrado su eficacia en la práctica
Para el mecanizado de piezas en plato (torno en duro y rectificadora VSC DS) la combinación de torneado en duro y rectificado es la tecnología más avanzada. Sin embargo, sigue existiendo un considerable potencial de racionalización, ya que todos los procesos para los que sería rentable un mecanizado combinado distan mucho de haber sido reequipados para un torneado en duro y un rectificado. En el futuro, además del procedimiento de torneado en duro y rectificado también se integrarán cada vez más el fresado en duro, el escariado en duro y el bruñido en máquinas combinadas.
Para el mecanizado de ejes también hay disponibles conceptos adecuados para máquinas que permiten una integración de los procedimientos de torneado en duro y rectificado (torno en duro y rectificadora VTC 315 DS para piezas de ejes). Sin embargo, el empleo de estos sistemas no está tan extendido como en la tecnología de mecanizado de piezas en plato con la tecnología de torneado en duro y rectificado, ya que existen sistemas altamente productivos basados en la tecnología de rectificado convencional, CBN y moderna. No obstante, cabe esperar que en un futuro también se aprovechen cada vez más las ventajas del mecanizado combinado de torneado en duro y rectificado para la fabricación de ejes.
En conjunto, es posible constatar que el mecanizado combinado de torneado en duro y rectificado ha dejado de ser un procedimiento exótico y que esta tecnología y sus máquinas han demostrado su eficacia. Mediante la implementación consecuente del mecanizado combinado de torneado en duro y rectificado, así como la integración de otros procedimientos de fabricación, en un futuro es posible aprovechar potenciales aún mayores de racionalización.








Torneado en duro y rectificado – Comparación de los procedimientos de mecanizado
Rectificado punzador cilíndrico exterior convencional
El rectificado punzador cilíndrico exterior convencional es lo que realmente se utiliza en muchos entornos de producción. La ventaja fundamental de la experiencia del proceso es, al mismo tiempo, un defecto importante cuando se trata de innovación. Después de todo, el rectificado convencional se ha optimizado ya muchísimo a lo largo de los años.
Torneado en duro
El proceso de rectificado encuentra a menudo a un fuerte competidor en el torneado en duro. El torneado en duro se caracteriza por su elevada flexibilidad. Sus usuarios ven una ventaja el hecho de que este proceso de mecanizado también pueda utilizarse en seco. Sin embargo, uno de los grandes problemas del torneado en duro es la estabilidad del proceso. Debido a las interrupciones impredecibles de corte, siempre pueden darse fallos en el proceso. Además, la calidad de las piezas obtenidas con las máquinas estándar está limitada al IT6.
Rectificado CBN
Una característica importante del rectificado punzado con rectificado CBN es la drástica reducción en la duración de los ciclos en comparación con el rectificado convencional. Además de eso, se produce una notable reducción en los tiempos secundarios gracias a la larga vida útil de la herramienta CBN. Un inconveniente del rectificado punzado CBN es que, debido a los elevados costes de las herramientas, se trata de un proceso casi exclusivo de la fabricación en serie y en masa.
El rectificado cilíndrico exterior de alta potencia o el rectificado-descortezado es una variante del rectificado CBN con la que se genera el contorno de un perfil de piezas por medio de pequeñas muelas bajo control NC. Este proceso se caracteriza por su elevada flexibilidad y es ideal para el mecanizado cilíndrico exterior de familias de piezas. El único inconveniente es que el uso de tecnología de alta velocidad y de aceite de rectificado implica una mayor inversión que con otras máquinas.
Torneado descortezado
El principio del "torneado-descortezado" funciona de manera claramente distinta al torneado convencional. En el torneado-descortezado se produce un movimiento rotatorio de la herramienta sobre la pieza. Una cortadora CBN en posición oblicua se mueve sobre una pieza en movimiento de giro. La velocidad de corte se establece por el giro de la pieza. Gracias a los movimientos superpuestos de la pieza y la herramienta, el punto de corte se desplaza continuamente. Por un lado, esto es ideal para el corte y, por otro lado, la carga es completamente distinta a la del torneado convencional. La distribución pasiva de fuerzas es claramente mayor.
El torneado-descortezado es un proceso muy rápido, alrededor de 5-6 veces más rápido que el proceso de torneado duro y 2-3 veces más rápido que el rectificado, y consigue una calidad excelente de la superficie sin arañazos. Las superficies, que hasta ahora debían rectificarse, pueden simplemente someterse a un torneado-descortezado. Sin embargo, el reto para el fabricante es el de proporcionar una máquina altamente estable desde el punto de vista dinámico y estático. Además, los movimientos superpuestos, a veces lentos, deben controlarse con gran precisión. En cuanto a la herramienta, se necesita un corte CBN de alta precisión.
Ejemplos del mecanizado combinado de torneado en duro y rectificado
Un ejemplo típico de mecanizado combinado (torneado en duro y rectificado) es el mecanizado de engranajes. El torneado de acabado de las superficies planas tiene lugar mediante torneado en duro. Debido a los estrictos requisitos de calidad, el orificio y el cono se desbastan con torno y su acabado se realiza mediante rectificado. Para ello, la máquina está equipada con dos husillos portamuelas. Un husillo está diseñado para el mecanizado del orificio y el otro, para la mecanización exterior. Debido a que solo deben rectificarse unas pocas centésimas de milímetro, las muelas están diseñadas exclusivamente para el mecanizado de acabado. Actualmente, este procedimiento ha sustituido a prácticamente todas las rectificadoras y puede por ello considerarse como la tecnología más avanzada.
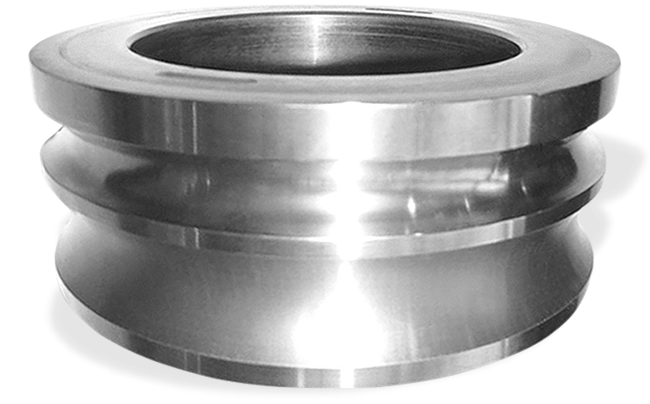
Otro ejemplo de un empleo adecuado de la tecnología combinada (torneado en duro y rectificado) es la creación de un acabado superficial sin estructuras helicoidales. El diámetro exterior y la cara frontal deben mecanizarse en un anillo de presión. En el diámetro exterior, el acabado superficial no debe presentar estructuras helicoidales. Para ello, lo más práctico es un mecanizado en duro para la cara frontal y un torneado de desbaste para el diámetro exterior. El mecanizado de acabado se realiza mediante rectificado. El reavivado de la muela tiene lugar por penetración en un rodillo de perfilado paralelo al eje. El proceso de rectificado también tiene lugar en el proceso de penetración. Con este procedimiento puede evitarse que se formen estructuras helicoidales en la superficie.
El mecanizado combinado también es interesante para la fabricación de tuercas con pista interior de bolas para el empleo en husillos de bolas. En las tuercas debe mecanizarse la rosca interior, la cara frontal, el diámetro exterior y los bordes planos. En este concepto, la cara frontal, el diámetro exterior y la superficie plana se mecanizan mediante torneado en duro. La rosca interior que sirve de pista de bolas se tornea. Para ello es adecuada una máquina VCS equipada con ejes Y y B adicionales. Mediante el eje B se ajusta con alta precisión el ángulo de inclinación de la rosca. El eje Y sirve como eje de aproximación para el mecanizado de la pista de bolas. La máquina está dotada de dos husillos portamuelas, los cuales pueden equiparse con diferentes herramientas para el mecanizado de desbaste y de acabado. Los perfiles se reavivan mediante un dispositivo separado con rodillo de perfilado de diamante. La máquina es adecuada tanto para el uso de muelas convencionales como también para el empleo de CBN (muelas CBN). Un palpador de 2,5D sirve para la determinación precisa de la posición angular de la pieza sujetada y puede emplearse para el control de postproceso de las superficies torneadas en duro.
La ventaja de este concepto frente al procedimiento secuencial convencional de fabricación es que todas las superficies relevantes para la calidad se mecanizan en una sola sujeción. De esta manera es posible evitar errores causados por cambiar de sujeción, en especial aquellos que pudieran afectar a la alineación de la superficie plana y del diámetro exterior con el eje central.

Finishing a gearwheel with hard turning and grinding operations on an EMAG VSC 250 DDS.

Combination machining hard turning and grinding of shafts. All precision-machining processes on a single machine: CBN grinding, hard turning and scroll-free turning, providing exceptional flexibility in the precision-machining of shafts.
Piezas
Para cada pieza de trabajo la solución de fabricación correcta.
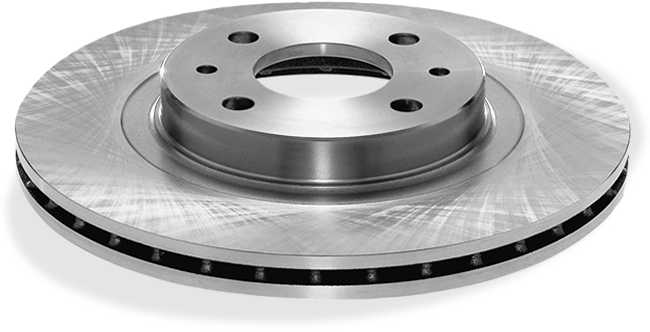
Disco de freno
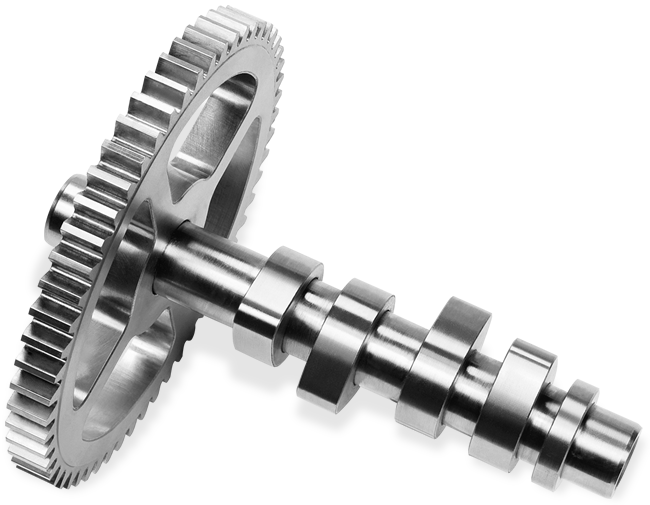
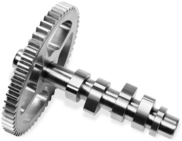
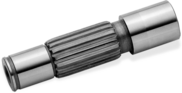
Árbol de levas compuesto (encastre)

Polea de correa CVT
Mediante la combinación de procesos torneado duro y rectificado, los discos de polea CVT (poleas de correa CVT) pueden mecanizarse en una sujeción con la VLC 200 GT.
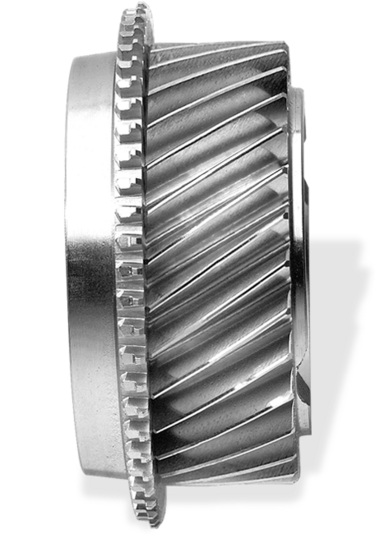
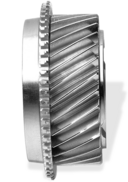
Rueda dentada
Para el mecanizado de ruedas dentadas se utilizan máquinas de la plataforma VL. Se desarrollan cuatro operaciones centrales de forma consecutiva: El torneado de la primera cara de la rueda dentada (OP…
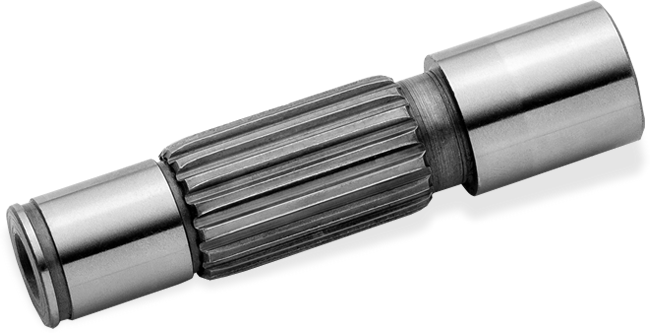
Árbol de transmisión (bicicletas eléctricas)
El mecanizado de árboles es una de las principales especializaciones de EMAG. Nuestras máquinas especiales de 4 ejes para la fabricación de ejes son ideales para el mecanizado de árboles de…

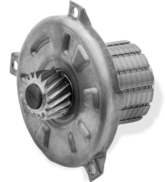
Engranaje Planetario
Anillo de laminado
Los anillos de laminado son componentes de precisión que tienen una gran influencia sobre la calidad en la producción de alambre. EMAG ha desarrollado un procedimiento con el que se pueden mecanizar…
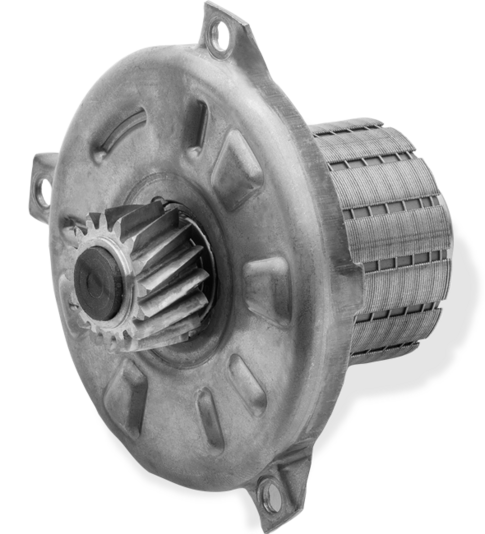
Rotor (bicicletas eléctricas)
El eje de rotor es la pieza central del motor eléctrico y es justamente por ello que EMAG ya ha desarrollado numerosas soluciones para esta pieza fundamental. Desde el torneado y el tallado de dientes…

Piñón de cadena
Los procesos de arranque de viruta en una máquina y sujeción ahorran tiempo de mecanizado. Al mecanizar piezas de plato de hasta 100 mm de diámetro, como, ruedas dentadas, anillos curvos, piñones de…

Piñones de dirección
En la actualidad la dirección asistida forma parte del equipamiento estándar de cualquier automóvil. Por este motivo, también son precisas cantidades de piezas de piñones de dirección muy grandes, las…





Máquinas para sus necesidades
(7) máquinas encontradas

![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/b/5/csm_vlc-100_preview_a811158e1b.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/b/a/csm_vlc-200-gt_preview_01_426ff2a892.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/2/a/csm_vlc-350-gt_preview_63d607aaf1.png "[Translate to Spanish (10):]")


![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/6/6/csm_vtc-315-ds_preview_39bedf0f72.png "[Translate to Spanish (10):]")
Technologies

Technologies
- Rectificado cilíndrico
- Rectificado
- Torneado en duro / Rectificado
- Rectificado no cilíndrico
- Rectificado de apoyo síncrono
- Rectificado universal
Encontrar una relación equilibrada entre flexibilidad y productividad es el gran arte en el diseño de máquinas para el rectificado cilíndrico.…
El rectificado es, junto con la perforación, uno de los procesos de fabricación con desprendimiento de virutas más conocidos, ya que también se…
La combinación de una serie de procesos en una única máquina permite explotar los considerables potenciales de racionalización.
Las ventajas que…
El rectificado no cilíndrico con tecnología CBN permite mecanizar con alta precisión levas, árboles de levas, anillos para bombas y otras piezas de…
Con el rectificado de apoyo síncrono de la VTC 315 DS, la pieza tipo eje, fijada en posición vertical, se rectificará de manera simultánea por los dos…
En el rectificado universal de componentes chuck, se realiza el rectificado combinado interior y externo de una pieza de trabajo en una máquina. De…


