Línea de fabricación de ejes de rotores para vehículos eléctricos
Los ejes de rotores de motores eléctricos utilizados en aplicaciones estacionarias son, por lo general, ejes macizos con un diámetro reducido. Estos ejes no son componentes pesados de por sí, pero debido a su diámetro interior reducido requieren un voluminoso paquete de chapas, lo que hace que el conjunto del rotor resulte muy pesado. En motores estacionarios, esto no supone problema alguno. Sin embargo, en motores utilizados en vehículos eléctricos, cada gramo de más significa, en última instancia, una pérdida de autonomía.
Con esta línea de fabricación, EMAG muestra cómo es posible producir series grandes de ejes de rotor con un peso optimizado y, con ello, motores eléctricos también con un peso optimizado y adaptados a los modernos conceptos de la movilidad eléctrica.

Ejes de rotor ensamblados para motores eléctricos con un peso optimizado
Para obtener componentes con un peso optimizado, hace ya algunos años que la industria del automóvil empezó a ensamblar los componentes en lugar de fabricarlos, por ejemplo, a partir de una pieza forjada.
Un ejemplo relativamente conocido es el árbol de levas, que tradicionalmente se fabricaba a partir de una pieza bruta forjada. Hoy en día se emplean tubos a los que se fija cada una de las levas con la tecnología de ensamblaje con calentamiento previo (véase aquí). En la variante más avanzada, el árbol de levas se sustituye por piezas de leva individuales.
No obstante, la idea básica de la optimización del peso es siempre la misma: la reducción a lo estrictamente necesario. Esta es la cuestión que se encuentra detrás del eje de rotor ensamblado.
¿Cómo puede reducirse al mínimo el diámetro del paquete de chapas de un rotor sin que el ahorro de peso se haga a expensas de un aumento del diámetro del eje del rotor?
La respuesta es un eje de rotor hueco ensamblado. Este diseño presenta diversas ventajas: por una parte se reduce significativamente el peso. Además, el proceso de fabricación del eje del rotor puede dividirse en diferentes subprocesos breves que permiten reducir el tiempo total del ciclo y obtener grandes cantidades de piezas. Por otra parte, la geometría del eje puede adaptarse de forma óptima a la potencia del motor eléctrico y a la configuración de los componentes del tren de potencia, lo que supone una ventaja adicional.
EMAG ofrece la solución completa adecuada para la fabricación de un eje de rotor de este tipo. Esta solución incluye los tornos de las series VL y VT, las máquinas de soldadura láser ELC, las máquinas de templado inductivo de la serie MIND y las rectificadoras de la serie VTC DS.
Ejes de rotores para motores eléctricos
Como muestra el vídeo más arriba, para fabricar el eje del rotor EMAG prevé 11 operaciones realizadas íntegramente en máquinas EMAG (excepto los procesos de limpieza).
En la OP 10 y la OP 20 se mecanizan, respectivamente, los dos lados (interno y externo) de la pieza bruta forjada. A continuación tiene lugar el proceso de limpieza y el proceso de ensamblaje de las dos piezas para formar el eje del rotor mediante soldadura láser en la OP 40. El templado de los asientos de los cojinetes se efectúa en la OP 50 en el mismo ciclo de línea, lo que tiene lugar en cuestión de segundos en una máquina de templado MIND.
A continuación, en la OP 60 se realiza el mecanizado exterior final del eje para motores eléctricos en máquinas VT. El mecanizado en 4 ejes no es solo extremadamente rápido, sino que también ofrece la suficiente potencia para el mecanizado duro. De manera análoga al mecanizado exterior final del eje del rotor, en la OP 70 se realiza la fabricación de la geometría interior final en los tornos modulares de la serie VL. La OP 80 y la OP 90 están en consonancia con la flexible capacidad de configuración de la línea de ejes de rotor. En estas operaciones es posible realizar el tallado de engranajes y los contornos finales, en función de los requisitos.
En la OP 100, el proceso de rectificado que se lleva a cabo en la rectificadora vertical de ejes de la serie VTC se encarga de conseguir una superficie perfecta. Tras este proceso y la subsiguiente limpieza, el eje está preparado para su ensamblaje con el paquete de chapas.





:] “assembled” rotor shaft")



:] “assembled” rotor shaft")


Ventajas Eje de rotor ensamblado (motor eléctrico)
- Un solo proveedor ofrece toda la tecnología, la automatización y el desarrollo de procesos. Al final, usted dispone de una solución global, con la garantía de un plazo de entrega reducido y un rápido inicio de la producción.
- Nosotros nos encargamos de que los sistemas de fabricación, las máquinas periféricas y la automatización estén perfectamente adaptados lo unos a los otros.
- Este sistema completo desarrollado por EMAG se beneficia de sistemas de automatización sencillos, interfaces optimizadas y trayectos reducidos. Esto garantiza un rápido inicio de la producción y un proceso completo rentable de forma permanente.
- En las máquinas se emplean muchos componentes con idéntico diseño. El sistema de fabricación se beneficia además de tiempos breves para el reequipamiento y el mantenimiento.
- Con su amplia experiencia y su know-how del sistema, una persona de contacto de EMAG se hace cargo del desarrollo centralizado del proyecto y facilita la planificación completa.
Máquinas para sus necesidades
(11) máquinas encontradas
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/8/e/csm_vl-2_preview_00384ae706.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/d/1/csm_vl-4_preview_cdc3daf37d.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/1/1/csm_vl-6_preview_0a8a0d79ee.png "[Translate to Spanish (10):]")

![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/e/8/csm_elc-160_preview_8e37dd8452.png "[Translate to Spanish (10):]")


![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/5/3/csm_vt-2_preview_9da0b70ba3.png "[Translate to Spanish (10):]")

![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/9/5/csm_vt-4_preview_e096a8adca.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/6/6/csm_vtc-315-ds_preview_39bedf0f72.png "[Translate to Spanish (10):]")
Workpieces
Leva
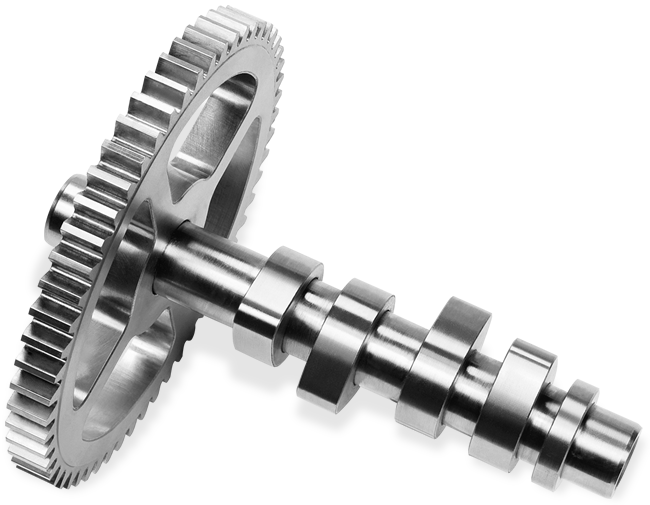
Árbol de levas compuesto (encastre)
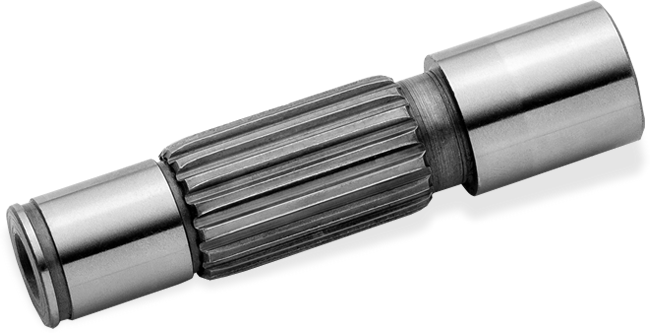
Árbol de transmisión (bicicletas eléctricas)
El mecanizado de árboles es una de las principales especializaciones de EMAG. Nuestras máquinas especiales de 4 ejes para la fabricación de ejes son ideales para el mecanizado de árboles de…

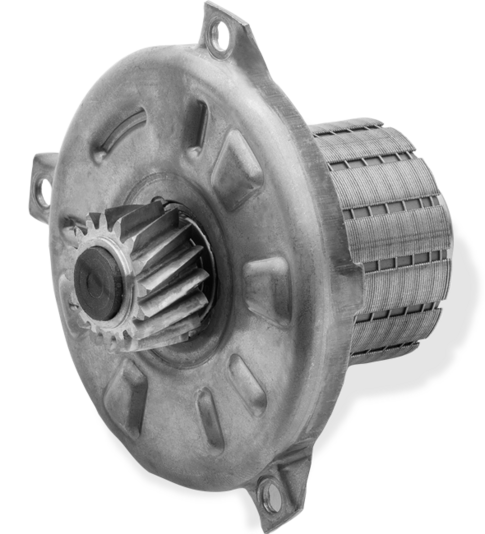
Ruedas de engranaje (bicicletas eléctricas)
Ya sean de plástico o de metal, con las soluciones de EMAG es posible fabricar los más diversos tipos de ruedas de engranaje. Mediante la amplia gama de tecnologías de la empresa EMAG podemos ofrecer…

Eje hueco (bicicletas eléctricas)
Para ahorrar peso, el eje hueco se ha impuesto desde hace algunos años como eje del cigüeñal.
No obstante, la configuración especial de la pieza presenta grandes desafíos para el mecanizado de…

Cuerpo de inyector
Para el mecanizado de cuerpos de inyectores, EMAG ofrece tornos de mecanizado blando con arranque de viruta y máquinas para el mecanizado electroquímico de metales para el desbarbado o la realización…

Pistón
El mecanizado de pistones es uno de los procesos más exigentes en el sector de la construcción de motores. EMAG ofrece aquí todas las cadenas de procesos para un mecanizado completo. Especialmente en…
Rotor (bicicletas eléctricas)
El eje de rotor es la pieza central del motor eléctrico y es justamente por ello que EMAG ya ha desarrollado numerosas soluciones para esta pieza fundamental. Desde el torneado y el tallado de dientes…
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/b/0/csm_assembled-rotor-shaft-electric-motor_preview_c90b00ed0a.png "[Translate to Spanish (10):]")
Eje de rotor ensamblado (motor eléctrico)
Los ejes de rotores de motores eléctricos utilizados en aplicaciones estacionarias son, por lo general, ejes macizos con un diámetro reducido. Estos ejes no son componentes pesados de por sí, pero…

Eje del rotor (motor eléctrico)

Rotores para compresores
El mecanizado de acabado de rotores para compresores de aire comprimido o rotativos es una tarea de alta tecnología: se trata de obtener superficies perfectas en el orden de los micrómetros. La nueva…

Carcasas de estátores
Nuestros especialistas han desarrollado una solución eficiente para el mecanizado con arranque de viruta de carcasas de estátores para motores eléctricos.

Eje de turbocompresor
El mecanizado de componentes para turbocompresores es una de las tareas más exigentes en el sector de la fabricación de vehículos. Con su solución de línea integral, EMAG ofrece rapidez y precisión.




![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/b/0/csm_assembled-rotor-shaft-electric-motor_preview_4d745be033.png "[Translate to Spanish (10):]")






