Producción precisa y económica de piñones cónicos a gran escala
El centro de torneado y taladrado VL 1 TWIN de EMAG es perfecto para el mecanizado de piñones cónicos: este torno vertical cuenta con dos husillos pickup con los que tiene lugar el mecanizado en paralelo de dos piñones cónicos con un diámetro de hasta 75 milímetros. Su alta velocidad y el poco espacio que ocupa garantizan una reducción de los costes por pieza. Además, es posible cargar fácilmente esta máquina mediante una célula de robot y una mesa basculante. Esto reduce el tiempo de ciclo a hasta 4,5 segundos.

Trabajo de torneado completo en una sujeción
Debido a que se trata de un elemento clave del engranaje diferencial, el piñón cónico es un componente de fabricación en masa para automóviles; muchas empresas proveedoras producen cada año cantidades de piezas que alcanzan los siete dígitos. Todo comienza con un proceso de forja en el que la pieza recibe su típico dentado cónico.
Los trabajos de torneado posteriores varían de un fabricante a otro. En parte se realiza primero un mecanizado blando de las superficies cónicas, los salientes y las superficies planas. Después del templado tienen lugar los trabajos de torneado de acabado. Como alternativa, el piñón cónico se templa directamente después del forjado y de este modo los trabajos de torneado solo se realizan una vez.
Ya sea para mecanizado blando o duro, el centro de torneado VL 1 TWIN de EMAG resulta ideal para ambos procesos y, gracias al mecanizado simultáneo, permite reducir los costes:
- Dos husillos pickup (9,9 kW/136 Nm al 40 % de su ciclo de trabajo) realizan siempre un mecanizado en paralelo a alta velocidad de dos piñones cónicos idénticos (OP 10 – OP 10).
- Todos los pasos de torneado y mecanizado en el piñón cónico tienen lugar consecutivamente en una misma sujeción, con un tiempo de ciclo total de entre 25 y 40 segundos (en función del tamaño y el tipo de pieza).
- Ambos husillos cargan y descargan la zona de trabajo en solo cinco o seis segundos.
- Además, es posible un «taladrado en macizo». De esta manera se realiza el taladro central del piñón cónico.
- El diámetro y la longitud (dirección X/Z) de dos componentes se pueden corregir por separado, ya que los cabezales fijos pueden desplazarse de forma independiente.
Automatización mediante célula de robot
Para incrementar el volumen de producción, los desarrolladores de EMAG pueden combinar la VL 1 TWIN con una célula de robot de alto rendimiento, así como con una mesa basculante. Esto reduce, por un lado, los tiempos de ciclo a hasta 4,5 segundos y permite reproducir secuencias de proceso individuales. Por otro lado, es posible integrar en paralelo procesos adicionales sincronizados, como la medición, el marcado y la limpieza. Esta solución puede verse en acción en el vídeo que aparece más abajo.
Interconexión de dos máquinas
En principio también es posible cargar dos VL 1 TWIN con una célula de robot o con el sistema de automatización TrackMotion de EMAG (OP 10 - OP 10, OP 10 - OP 10). Esto permite cargar y descargar ambas máquinas en rápida alternancia, lo que ofrece una solución a la vez compacta y de alto rendimiento para cuatro husillos.
Más Información VL 1 TWIN


Ventajas Piñón cónico
- mecanizado en paralelo rápido de dos piñones cónicos idénticos
- motor lineal en el eje X para máximo dinamismo
- automatización integrada
- interconexión sencilla de dos máquinas por robot
- muy buena accesibilidad a la zona de trabajo y a las unidades de mantenimiento
- superficie pequeña
- opcional: palpador de medición fuera de la zona de trabajo
- amplio rango de componente hasta un diámetro de 75 milímetros
Costes de inversión bajos, espacio reducido
El otro factor decisivo es que EMAG integra esta tecnología de alto rendimiento en una máquina extremadamente compacta: con sus dos husillos, el VL 1 TWIN solo ocupa una superficie de aproximadamente cinco metros cuadrados. Aún en caso de emplearse dos máquinas con automatización de robot solo se requiere una superficie muy pequeña. Además, EMAG ha reducido significativamente el precio por husillo mediante un control constante de los costes. Ambos factores contribuyen de manera decisiva a los bajos costes por pieza en la producción de piñones cónicos.
Más Información VL 1 TWIN

El VL 1 TWIN únicamente requiere una superficie de instalación de aproximadamente cinco metros cuadrados.

Tecnologías
Sistemas de fabricación complejos de una sola fuente gracias a una alta gama de tecnologías
El torneado vertical es un proceso de fabricación con arranque de viruta para metales. EMAG fue uno de los primeros fabricantes de máquinas…
Workpieces
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/f/8/csm_bevel-gear_preview_a52ff03618.jpg "[Translate to Spanish (10):]")
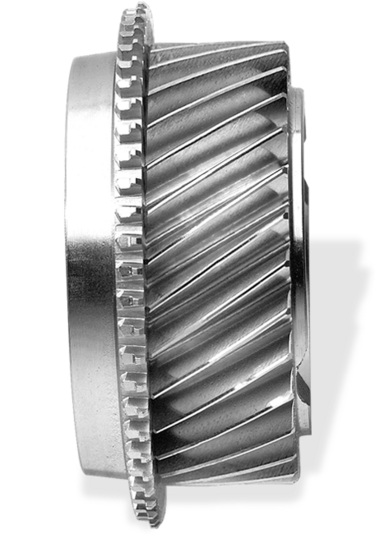
Piñón cónico
El centro de torneado y taladrado VL 1 TWIN de EMAG es perfecto para el mecanizado de piñones cónicos: este torno vertical cuenta con dos husillos pickup con los que tiene lugar el mecanizado en…

Polea de correa CVT
Mediante la combinación de procesos torneado duro y rectificado, los discos de polea CVT (poleas de correa CVT) pueden mecanizarse en una sujeción con la VLC 200 GT.

Rueda cónica del diferencial
La fabricación de precisión de ruedas cónicas del diferencial representa una elevada exigencia para tornos CNC y para la automatización del sistema de producción. La rueda cónica del diferencial se…
Rueda dentada
Para el mecanizado de ruedas dentadas se utilizan máquinas de la plataforma VL. Se desarrollan cuatro operaciones centrales de forma consecutiva: El torneado de la primera cara de la rueda dentada (OP…

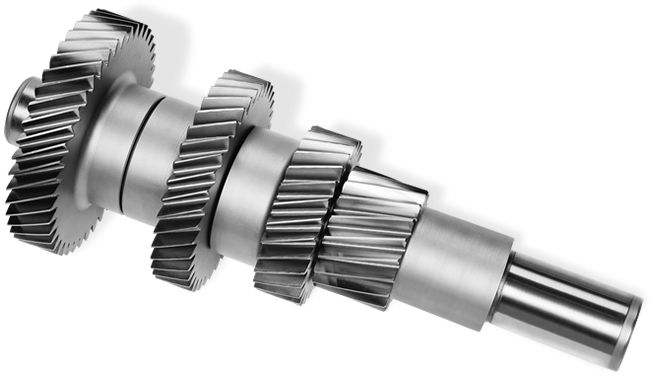
Árbol de engranajes
Árbol de transmisión (encastre)

Árbol de transmisión (Soldar por láser)
La soldadura láser es la tecnología clave para la fabricación de componentes de vehículos de peso optimizado. Además de lograr componentes de máxima calidad, la soldadura láser permite reducir el peso…

Rueda dentada con rueda de sincronización
El primer vistazo a un engranaje típico pone en evidencia el desafío que supone su mecanizado.

Fresar rueda dentada
El número de marchas en una caja de cambios de un vehículo aumenta; en el ámbito de la automática, los ingenieros ya trabajan en cajas de 10 marchas. De esta manera, el vehículo circula durante más…

Ejes de transmisión largos
Los ejes de transmisión largos son elementos centrales del sistema de transmisión de vehículos militares con ruedas y orugas. Transmiten pares elevados a grandes distancias, conectan la caja de…

Planetary Gears

Piñón de cadena
Los procesos de arranque de viruta en una máquina y sujeción ahorran tiempo de mecanizado. Al mecanizar piezas de plato de hasta 100 mm de diámetro, como, ruedas dentadas, anillos curvos, piñones de…
Piñón de cadena (sistema de producción)
Con los tornos pickup verticales VL 4 y las talladoras verticales por generación VL 4 H, EMAG ofrece los sistemas ideales para el mecanizado de piñones. Se añade el sistema de automatización…

Piñones de dirección
En la actualidad la dirección asistida forma parte del equipamiento estándar de cualquier automóvil. Por este motivo, también son precisas cantidades de piezas de piñones de dirección muy grandes, las…
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/2/8/csm_worm-gear_preview_96577a9fd4.png "[Translate to Spanish (10):]")
Tornillo sin fin
Ahora las direcciones asistidas electromecánicas o sistemas de dirección EPS (Electric Power Steering) son casi estándar en muchos vehículos en todo el mundo. ¿Cómo fabricar rentablemente sus…
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/f/8/csm_bevel-gear_preview_86f55db6d5.jpg "[Translate to Spanish (10):]")









![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/2/8/csm_worm-gear_preview_f5721a7a14.png "[Translate to Spanish (10):]")


