Riduttori planetari – Produzione di ruote planetarie per robot umanoidi
Gli attuatori sono gli elementi di movimento fondamentali nei robot umanoidi, paragonabili ai muscoli e alle articolazioni negli organismi biologici. Consentono movimenti precisi e simili a quelli umani grazie alla conversione dell'energia elettrica in movimento meccanico. Negli attuatori rotativi, il riduttore epicicloidale svolge un ruolo centrale come elemento di trasmissione. La qualità e la precisione di questi componenti determinano direttamente la velocità raggiungibile, la trasmissione di potenza, la precisione di posizionamento e l'efficienza energetica dell'intero sistema robotico.

L'importanza dei riduttori epicicloidali nella robotica umanoide
Gli attuali robot umanoidi necessitano di almeno 14 attuatori rotativi distribuiti sulle articolazioni principali: tre unità in ciascuna spalla per i complessi movimenti delle braccia, un'unità per ciascuna articolazione del gomito, due unità nella regione dell'anca per la rotazione e l'inclinazione laterale, nonché ulteriori unità sulle articolazioni del ginocchio delle gambe. Con i progressivi sviluppi delle capacità motorie fini delle mani e delle articolazioni più complesse dei piedi, questo numero è in continuo aumento.

Caratteristiche tecniche: riduttori epicicloidali
Il principio di funzionamento del riduttore epicicloidale si basa sulla rotazione di più ruote planetarie attorno a una ruota solare centrale, le quali sono contemporaneamente in presa con una corona dentata esterna. Questa disposizione consente una struttura compatta e, al contempo, un'eccellente distribuzione del carico su più fianchi dei denti in presa simultanea. Ne risulta un elevato rapporto coppia/ingombro che rende il riduttore epicicloidale ideale per applicazioni con spazio di installazione limitato. La disposizione simmetrica garantisce inoltre un bilanciamento intrinseco che riduce al minimo le vibrazioni e assicura un funzionamento regolare su tutta la gamma di velocità.

Sebbene gli ingranaggi a nastro offrano dimensioni compatte e un'elevata capacità di carico, il loro rapporto di trasmissione monostadio rimane limitato rispetto agli ingranaggi armonici (Harmonic Drives) o agli ingranaggi cicloidali. Per ottenere rapporti di trasmissione complessivi elevati – ad esempio 100:1 – sono necessarie configurazioni a più stadi, che comportano una maggiore complessità in termini di accuratezza di trasmissione e precisione di posizionamento. Pertanto, i riduttori epicicloidali sono ideali per applicazioni che richiedono rapporti di trasmissione moderati con elevata capacità di carico, inclusi attuatori articolati di grandi dimensioni e applicazioni in cui la capacità di carico degli azionamenti armonici non è sufficiente.
Le mani a pinza dei robot umanoidi rappresentano un caso d'uso particolarmente interessante. Questi meccanismi compatti utilizzano spesso riduttori epicicloidali miniaturizzati in combinazione con motori ad albero cavo o viti a ricircolo di sfere per ottenere la precisione motoria necessaria per le operazioni di manipolazione.

Lavorazione morbida prima del trattamento termico
- Tornitura a freddo (VL 2): durante la tornitura del grezzo vengono realizzate le superfici di riferimento primarie (foro e facce piane) e la geometria.
- Pre-dentatura (K 160): dentatura a creatore nella classe di qualità 7 secondo DIN 3960/-62 o ISO 1328
- Cementazione: il trattamento termico di cementazione raggiunge una durezza superficiale di HRC 60 ± 2, garantendo così la resistenza all'usura essenziale per una lunga durata.
Lavorazione dura dopo il trattamento termico
- Rettifica interna (UG/VLC GT): la lavorazione dura del foro e delle aree pianificate crea le superfici di riferimento critiche per la successiva finitura a freddo della dentatura. In particolare, la combinazione di tornitura a freddo e rettifica interna basata sulla serie VLC offre qui un grande valore aggiunto. Le aree pianificate su entrambi i lati vengono lavorate in un unico serraggio mediante tornitura a freddo. Il foro interno viene pre-tornito e poi, tramite macinazione, si ottiene la qualità desiderata del foro (forma, posizione e rugosità).
- Fresatura a creatore: la fresatura a creatore dopo il trattamento termico consente di ottenere la geometria finale dei denti con tolleranze conformi o superiori alla classe di qualità DIN 6.
Lavorazione di precisione alternativa degli interblocchi
Oltre alla fresatura a creatore, per la finitura a freddo degli interblocchi sono disponibili due processi di rettifica:
- Rettifica a rulli o della rettifica del profilo: elevata produttività con tolleranze ristrette
La rettifica rotolante è ideale per la rettifica altamente produttiva di ruote planetarie. Consente di ottenere qualità di dentatura di classe DIN 5-6 con tolleranze superficiali eccellenti. EMAG offre a questo scopo la G 160. In alternativa, sulla G 250 HS con testa di rettifica ad alta velocità è possibile utilizzare sia la rettifica a rulli che la rettifica del profilo. La dotazione di mole di profilo molto piccole ( ) consente anche la lavorazione di alberi solari con raggio di smussatura limitato. - Rettifica del profilo – Massima flessibilità su un'unica macchina
In caso di componenti molto piccoli e di elevata varietà di pezzi, la rettifica del profilo offre un vantaggio decisivo: ruote planetarie, alberi solari e dentature interne possono essere prodotti su un'unica macchina. La macchina per la rettifica di profili G 375 H è progettata proprio per questo impiego. Funziona con molle molto piccole e, con il braccio di rettifica interna opzionale, può lavorare anche dentature interne. Grazie ai tempi di attrezzaggio estremamente brevi, è adatta non solo alla produzione in serie, ma anche a progetti di sviluppo e piccole serie con geometrie dei componenti variabili.
Processo di produzione alternativo: macinazione dal pieno
I componenti dentati con moduli piccoli possono essere prodotti in modo particolarmente economico grazie a un processo di produzione alternativo. In questo caso, la dentatura viene macinata direttamente dal pieno dopo la tempra. La pre-dentatura viene completamente eliminata, poiché la profondità di tempra è sufficiente per coprire l'intera geometria dei denti nei moduli piccoli. La catena di processo si riduce quindi a:

Raggiungimento della classe di qualità 4 prima della tempra
Mentre la qualità della dentatura di classe 5 rappresenta la soglia minima del settore, le applicazioni emergenti nella robotica umanoide richiedono sempre più spesso la classe di qualità 4 prima del processo di tempra. Poiché la tempra peggiora tipicamente la qualità della dentatura di una o due classi, questo requisito è fondamentale per garantire una classe 5 affidabile o superiore sul componente finito dopo il trattamento termico.
Il soddisfacimento dei requisiti di qualità e produttività nella produzione di attuatori per robot umanoidi richiede soluzioni specializzate di macchine utensili in grado di far fronte alle particolari sfide della dentatura di precisione in miniatura. L'integrazione della movimentazione automatizzata dei pezzi, della misurazione in corso d'opera e del controllo avanzato della macchina crea sistemi di produzione in grado, nell' , di mantenere costantemente le tolleranze richieste anche nella produzione in serie su larga scala.


Piattaforma macchina: K 160
Il centro di dentatura K 160 risponde alle esigenze specifiche della dentatura a modulo ridotto. Il letto a macchina in fusione minerale offre una straordinaria stabilità termica e mantiene la precisione geometrica nonostante le variazioni della temperatura ambiente e lo sviluppo di calore durante la lavorazione. La struttura aperta della macchina facilita il caricamento dei pezzi e l'accessibilità durante l'attrezzaggio, mentre gli azionamenti diretti raffreddati a liquido (sul mandrino principale e su quello dell'utensile) garantiscono la sincronizzazione tra la rotazione del pezzo e quella dell'utensile, essenziale per il raggiungimento delle tolleranze desiderate.
Maggiori informazioni

Piattaforma macchina: G 375 H – Macchina per la rettifica di profili orizzontale
La G 375 H è una macchina per la rettifica di profili orizzontale che lavora ruote planetarie, alberi solari e, con il braccio di rettifica interna opzionale, anche dentature interne. Ciò consente di rettificare tutti i componenti dentati di un riduttore planetario compatto su un'unica macchina. Grazie alla possibilità di lavorare con moli di dimensioni molto ridotte, la G 375 H è particolarmente adatta per pezzi con contorni irregolari, dove le macchine per smerigliare convenzionali raggiungono i propri limiti. La dentatura può essere realizzata sia su pezzi pre-dentati che dal pieno dopo la tempra. Il risultato: una piattaforma macchina in grado di macinare tutti i componenti dentati di un riduttore epicicloidale compatto con una qualità eccellente – e quindi la soluzione più flessibile per questo campo di applicazione.
Maggiori informazioniTecnologie

Tecnologie
- Generating grinding
- Tornitura su temprato / Rettificatura
- Hobbing
- Profile grinding
- Tornitura verticale
During the machining of the tooth flanks of shafts and gears by means of generating grinding or gear grinding, it is important to achieve…
Grazie alla combinazione di diverse procedure su una macchina, si è in grado di sfruttare il considerevole potenziale di razionalizzazione.
Per la…
Flexible, highly productive, highly accurate - as a continuous gear production process, hobbing is indispensable in many industries, as it allows any…
Profile grinding of gears and long, slim and toothed components is performed discontinuously, i.e., tooth gap by tooth gap, is completed one after the…
La tornitura verticale è un processo produttivo ad asportazione truciolo per metalli. EMAG è stato uno dei primi costruttori di macchine utensili ad…
Pezzi
Flexspline
Le Flexspline, note anche come ruote ad albero flessibile, Flextopf o manicotti a collare, costituiscono il cuore dei riduttori ad albero. Questi componenti di alta precisione consentono rapporti di…

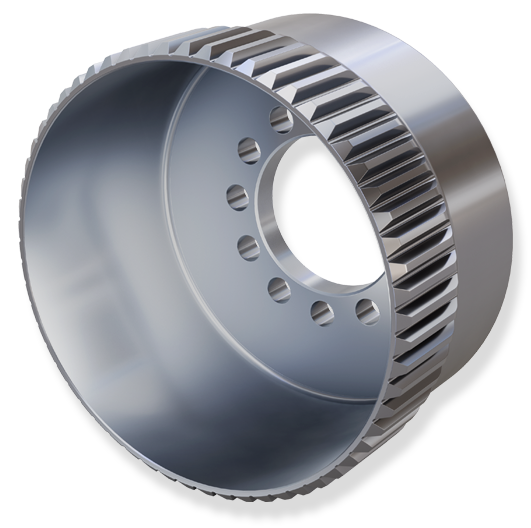
Planetary Gears

Wave Generator
The wave generator is the input component in the strain wave gear. It consists of a thin-walled bearing structure (outer ring elastic, inner ring fixed on an elliptical cam) and defines the positive…