Réducteurs planétaires – Fabrication d'engrenages planétaires pour robots humanoïdes
Les actionneurs sont les éléments de mouvement fondamentaux des robots humanoïdes – comparables aux muscles et aux articulations d'un organisme biologique. Ils permettent des séquences de mouvements précises et semblables à celles de l'être humain en convertissant l'énergie électrique en mouvement mécanique. Dans les actionneurs rotatifs, l'engrenage planétaire joue un rôle central en tant qu'élément de transmission. La qualité et la précision de ces composants déterminent directement la vitesse, la transmission de force, la précision de positionnement et l'efficacité énergétique de l'ensemble du système robotique.

L'importance des réducteurs planétaires en robotique humanoïde
Les robots humanoïdes actuels nécessitent au moins 14 actionneurs rotatifs répartis sur les articulations principales : trois unités dans chaque épaule pour les mouvements complexes des bras, une unité au niveau de chaque coude, deux unités au niveau des hanches pour la rotation et l'inclinaison latérale, ainsi que d'autres unités au niveau des genoux. Avec les progrès constants vers des capacités motrices fines des mains et des articulations des pieds plus complexes, ce nombre ne cesse d'augmenter.

Caractéristiques techniques : engrenages planétaires
Le principe de fonctionnement de l'engrenage planétaire repose sur la rotation de plusieurs pignons satellites autour d'un pignon central, ceux-ci étant simultanément en prise avec une couronne dentée externe. Cette configuration permet une conception compacte tout en assurant une excellente répartition de la charge sur plusieurs flancs de dents en prise simultanément. Il en résulte un rapport couple/encombrement élevé, ce qui prédestine l'engrenage planétaire à des applications où l'espace disponible est limité. La disposition symétrique garantit en outre un équilibrage inhérent qui minimise les vibrations et assure un fonctionnement régulier sur toute la plage de vitesse.

Si les réducteurs planétaires offrent des dimensions compactes et une capacité de charge élevée, leur rapport de réduction à un étage reste limité par rapport aux réducteurs à arbre cannelé (Harmonic Drives) ou aux réducteurs cycloïdaux. Pour atteindre des rapports de transmission globaux élevés – par exemple 100:1 –, des configurations à plusieurs étages sont nécessaires, ce qui entraîne une complexité supplémentaire en termes de précision de transmission et de positionnement. Les réducteurs planétaires sont donc idéaux pour les applications qui nécessitent des rapports de transmission modérés avec une capacité de charge élevée, notamment les actionneurs articulés de grande taille et les applications pour lesquelles la capacité de charge des réducteurs harmoniques n'est pas suffisante.
Les mains préhensiles des robots humanoïdes constituent un cas d'application particulièrement intéressant. Ces mécanismes compacts utilisent souvent des engrenages planétaires miniaturisés en combinaison avec des moteurs à arbre creux ou des vis à billes afin d'atteindre la motricité fine nécessaire aux tâches de manipulation.

Usinage à froid avant le traitement thermique
- Tournage à froid (VL 2) : lors du tournage de l'ébauche, les surfaces de référence primaires (alésage et faces planes) ainsi que la géométrie sont réalisées.
- Pré-dentage (K 160) : taillage par fraisage de la denture selon la classe de qualité 7 selon les normes DIN 3960/-62 ou ISO 1328
- Cémentation : le traitement thermique de cémentation permet d'atteindre une dureté superficielle de HRC 60 ± 2 et garantit ainsi la résistance à l'usure indispensable à une longue durée de vie.
Usinage de précision après le traitement thermique
- Rectification intérieure (UG/VLC GT) : l'usinage à froid de l'alésage et des surfaces planes crée les surfaces de référence critiques pour l'usinage de précision à froid ultérieur de la denture. La combinaison de procédés de tournage à froid et de rectification intérieure basée sur la série VLC apporte ici une grande valeur ajoutée. Les surfaces planes des deux côtés sont usinées en un seul serrage par tournage dur. L'alésage intérieur est ébauché, puis la qualité d'alésage souhaitée (forme, position et rugosité) est obtenue par rectification.
- Fraisage par enlèvement de copeaux : le fraisage par enlèvement de copeaux après le traitement thermique permet d'obtenir la géométrie finale des dents avec des tolérances conformes à la classe de qualité DIN 6 ou supérieures.
Autres procédés de finition de la denture
Outre le taillage par enlèvement de copeaux, deux procédés de rectification sont disponibles pour l'usinage de précision à froid de la denture :
- Rectification par génération ou de profil – une productivité élevée avec des tolérances serrées
La rectification par génération est idéale pour la rectification hautement productive des roues planétaires. Elle permet d'obtenir des qualités de denture de classe DIN 5-6 avec de très bonnes tolérances de surface. EMAG propose à cet effet la G 160. Il est également possible d'utiliser la G 250 HS, équipée d'une tête de rectification à grande vitesse, pour la rectification par génération et la rectification de profil. L'équipement avec des meules de profil très petites ( ) permet également l'usinage d'arbres planétaires à sortie limitée. - Rectification de profil – Flexibilité maximale sur une seule machine
Pour les composants de très petite taille et la grande diversité des pièces, la rectification de profils offre un avantage décisif : les pignons planétaires, les arbres planétaires et les dentures intérieures peuvent être fabriqués sur une seule et même machine. La rectifieuse de profils horizontale G 375 H est spécialement conçue pour cette application. Elle fonctionne avec des meules de très petite taille et peut également usiner des dentures intérieures grâce à un bras de rectification intérieure disponible en option. Grâce à des temps de préparation extrêmement courts, elle convient non seulement à la production en série, mais aussi aux projets de développement et aux petites séries avec des pièces de géométrie variable.
Procédé de fabrication alternatif : rectification à partir de la pièce brute
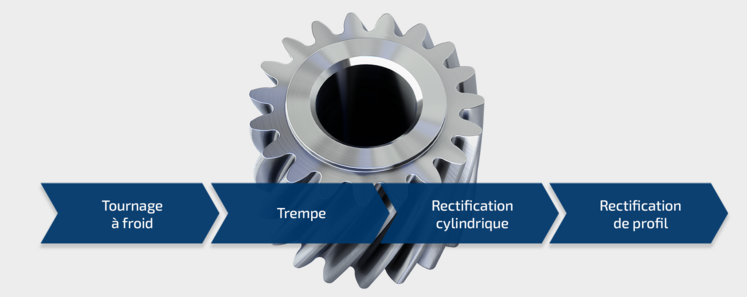
Les composants dentés à petits modules peuvent être fabriqués de manière particulièrement économique grâce à un procédé de fabrication alternatif. Dans ce procédé, la denture est rectifiée directement à partir de la pièce brute après trempe. Le pré-denture est totalement supprimé, car la profondeur de trempe est suffisante pour couvrir l'ensemble de la géométrie des dents dans le cas de petits modules. La chaîne de processus se résume ainsi à :
Atteindre la classe de qualité 4 avant la trempe
Alors que la qualité de denture de classe 5 constitue le seuil d'entrée dans le secteur, les applications émergentes en robotique humanoïde exigent de plus en plus la classe de qualité 4 avant le processus de trempe. Étant donné que la trempe détériore généralement la qualité de denture d'une à deux classes, cette exigence est décisive pour garantir une classe 5 fiable, voire supérieure, sur la pièce finie après le traitement thermique.
Pour répondre aux exigences de qualité et de productivité lors de la fabrication d'actionneurs pour robots humanoïdes, il faut des solutions de machines-outils spécialisées, capables de relever les défis particuliers de la denture de précision miniature. L'intégration de la manutention automatisée des pièces, de la mesure en cours de processus et d'une commande de machine avancée permet de créer des systèmes de production qui sont capables de respecter en permanence les tolérances requises, même dans la production en grande série.


Plateforme de machine : K 160
Le centre de taillage K 160 répond aux exigences spécifiques du taillage à petit module. Le banc de machine en fonte minérale offre une stabilité thermique exceptionnelle et préserve la précision géométrique malgré les variations de température ambiante et le dégagement de chaleur pendant l'usinage. La conception ouverte de la machine facilite le chargement des pièces et l'accessibilité lors du réglage, tandis que les entraînements directs refroidis par liquide (sur la broche principale et la broche porte-outil) assurent la synchronisation entre la rotation de la pièce et celle de l'outil, essentielle pour atteindre les tolérances visées.
Plus d'informations

Plateforme de la machine : G 375 H – Rectifieuse de profil horizontale
La G 375 H est une rectifieuse de profil horizontale qui usine des pignons satellites, des arbres planétaires et, grâce à un bras de rectification interne en option, également des dentures internes. Elle permet ainsi de rectifier tous les composants dentés d'un réducteur planétaire compact sur une seule machine. Grâce à la possibilité de travailler avec des meules de très petite taille, la G 375 H est particulièrement adaptée aux pièces présentant des contours complexes, pour lesquelles les rectifieuses conventionnelles atteignent leurs limites. La denture peut être réalisée aussi bien sur des pièces pré-dentées que sur des pièces usinées à partir d'un bloc après trempe. Le résultat : une plateforme de machines capable de rectifier tous les composants dentés d'un réducteur planétaire compact avec une qualité exceptionnelle – et donc la solution la plus flexible pour ce domaine d'application.
Plus d'informationsTechnologies

Technologies
During the machining of the tooth flanks of shafts and gears by means of generating grinding or gear grinding, it is important to achieve…
Grâce à la combinaison de plusieurs procédés dans une machine, tels que le tournage dur et la rectification, une exploitation optimale des potentiels…
Flexible, highly productive, highly accurate - as a continuous gear production process, hobbing is indispensable in many industries, as it allows any…
Profile grinding of gears and long, slim and toothed components is performed discontinuously, i.e., tooth gap by tooth gap, is completed one after the…
Le tournage vertical est un procédé de fabrication pour l'usinage de métaux. EMAG fut l'un des premiers constructeurs de machines-outil à appliquer le…
Pièces
Flexspline
Les Flexsplines, également appelées roues à arbre flexible, manchons flexibles ou manchons à collerette, constituent le cœur des réducteurs à arbre flexible. Ces composants de haute précision…

Planetary Gears

Générateur d'ondes
Le Wave Generator est le composant d'entrée dans les réducteurs de transmission de type Harmonic. Il se compose d'une structure de palier à paroi mince (bague extérieure élastique, bague intérieure…