Usinage de finition idéal pour les arbres de turbocompresseur
L’usinage des composants de turbocompresseur fait partie des tâches particulièrement difficiles de la construction automobile. EMAG garantit rapidité et précision avec une solution de ligne globale.

Production de turbocompresseurs – un nouveau système de fabrication assure la cadence pour les arbres de turbocompresseur
Les turbocompresseurs jouent un rôle décisif dans les moteurs de voitures modernes. Ils compriment l’air frais aspiré et le pressent à l’intérieur des chambres de combustion. Cela permet d’accroître la puissance pour une taille de moteur identique ou de conserver la même puissance élevée malgré une réduction des moteurs (downsizing). L’arbre tourne à l’intérieur du turbocompresseur à une vitesse pouvant atteindre 290 000 tours par minute, ce qui induit des sollicitations extrêmes du composant à de hautes températures. Les développeurs misent par conséquent sur des matériaux haute performance qui peuvent même résister à une sollicitation de 1 000 degrés. Comment mettre en œuvre de manière efficace et fiable l’usinage de finition exigeant d’un arbre de turbine soudé, roue de turbine comprise ?
Une nouvelle solution de ligne assure la cadence
EMAG a conçu une solution de ligne « provenant d’un seul fournisseur » pour cette tâche. Le composant est soumis à cinq processus principaux : du pré-tournage jusqu’à la rectification de l’arbre, de la roue et des épaulements en passant par la trempe par induction. L’équilibrage électrochimique sur une machine EMAG ECM termine le processus.
Vue d’ensemble de la ligne pour turbocompresseur
L’ensemble de la ligne de production pour l’usinage de finition de l’arbre de turbocompresseur provient d’un seul et même fournisseur – et elle n’en est pas moins très rapide, comme le montre le temps de cycle d’environ 40 à 50 secondes pour les arbres de voitures. Le temps de cycle est d’autant plus court que les arbres sont plus petits. Dans tous les cas, une fois l’équilibrage du composant terminé, il présente une « qualité finale ».
Ligne pour turbocompresseur en détail : Atteindre une « qualité finale » en cinq opérations
1. VTC 100 : Pré-tournage vertical de l’arbre et de la roue en un seul serrage
Points forts de la machine (entre autres) :
- usinage quatre axes rapide et fiable ;
- centrage de l’arbre avec outil tournant ;
- stockage intermédiaire des pièces à usiner intégré ;
- chargement et déchargement simultané.
2. MIND-M 1000 : Traitement thermique par induction pour le desserrage de composants serrés dans la zone soudée
Points forts de la machine (entre autres) :
- broche suspendue avec mandrin pour un serrage sûr ;
- structure modulaire pour des tâches de chauffe et de trempe individuelles ;
- empreinte au sol minimale ;
- contrôle précis de la température et surveillance étendue du processus.
3. HG 204 : Meulage principal horizontal de l’arbre et d’un épaulement
Points forts de la machine (entre autres) :
- mesure intégrée du diamètre et de la longueur ;
- unité de dressage pour meules corindon ;
- puissance d’entraînement de meule élevée ;
- guidages linéaires à rouleaux d’une précision extrême et systèmes de mesure absolus dans tous les axes ;
- manipulation aisée et bonne accessibilité.
4. VLC 200 GT : Rectification verticale de rainures circulaires et du contour des pales de la roue de turbine
Points forts de la machine (entre autres) :
- automation pick-up intégrée pour des temps copeau à copeau courts ;
- chute libre des copeaux ;
- bonne accessibilité ;
- usinage intégral de haute précision en un seul serrage.
5. CI 400 : Équilibrage de l’ensemble de la roue de turbine par l’usinage électrochimique des métaux
Points forts de la machine (entre autres) :
- un seul processus d'équilibrage ;
- sans endommagement thermique du matériau ;
- quasiment aucune usure de l’outil ;
- surveillance étendue du processus.
Temps de cycle de la ligne de seulement 50 secondes
Cinq opérations du pré-tournage et du traitement thermique par induction à l’équilibrage électrochimique en passant par la rectification – l’ensemble de l’usinage de finition de l’arbre de turbocompresseur est ainsi réalisé dans le système de production interconnecté d’EMAG. Un composant quitte la ligne en « qualité finale » toutes les 50 secondes. En service à trois équipes, la machine peut ainsi produire de 420 000 à 450 000 rotors de turbine par an.













Technologies
Des systèmes de fabrication complexes provenant d'une seule source grâce à un large éventail de technologies
ECM - Electro Chemical Machining est le terme générique qui regroupe les différents procédés de l‘usinage électro-chimique. L‘application du procédé…
La rectification est comme le perçage un des procédés d'usinage par enlèvement de copeaux les plus utilisés dans le quotidien des entreprises.
Le tournage vertical est un procédé de fabrication pour l'usinage de métaux. EMAG fut l'un des premiers constructeurs de machines-outil à appliquer le…
Machines pour vos demandes
(4) machines trouvées
![[Translate to French (4):]](https://cdn.emag.com/fileadmin/_processed_/0/a/csm_hg-204_preview_c8fdf06cfa.png "[Translate to French (4):]")
![[Translate to French (4):]](https://cdn.emag.com/fileadmin/_processed_/b/a/csm_vlc-200-gt_preview_01_426ff2a892.png "[Translate to French (4):]")
![[Translate to French (4):]](https://cdn.emag.com/fileadmin/_processed_/2/a/csm_vlc-350-gt_preview_63d607aaf1.png "[Translate to French (4):]")
![[Translate to French (4):]](https://cdn.emag.com/fileadmin/_processed_/2/5/csm_vtc-100_preview_6b817d0453.png "[Translate to French (4):]")
Workpieces
Came
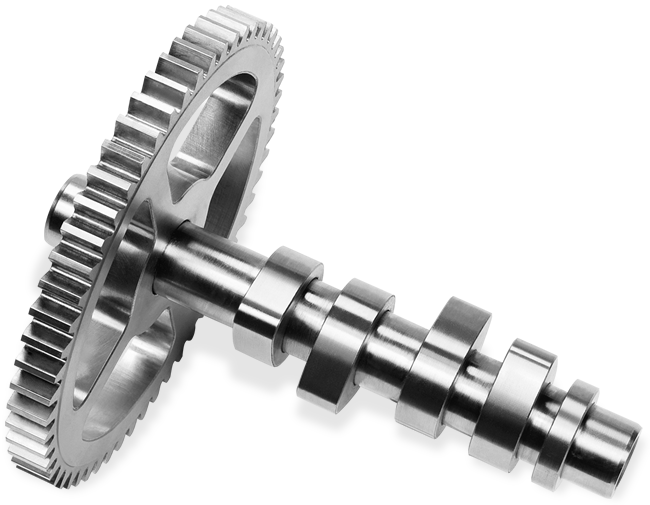
Arbre à cames monté (assemblage)
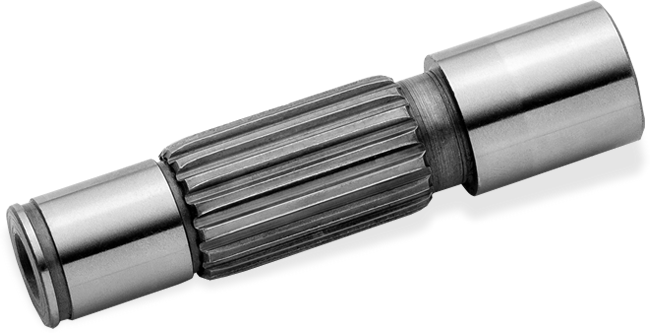
Arbre de transmission (vélos électriques)
L'usinage d'arbres compte parmi les compétences clés d'EMAG. Nos machines spéciales 4 axes dédiées à la fabrication d'arbres sont idéales lorsqu'il s'agit d'usiner des arbres de transmission en…

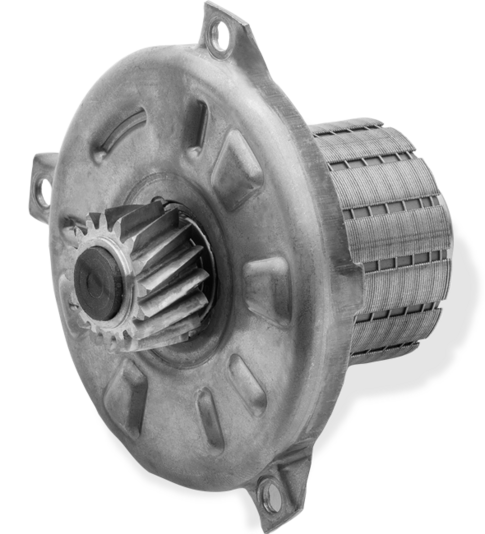
Pignons (vélos électriques)
Qu'il s’agisse de plastique ou de métal, les solutions EMAG permettent d’usiner les pignons les plus divers. EMAG propose une gamme de technologies propre à couvrir l'intégralité de la chaîne de…

Arbre creux (vélos électriques)
Cela fait quelques années que les systèmes de pédalier utilisent un arbre creux en guise d’axe, pour leur gain de poids notable.
La configuration toute particulière de cette pièce d’usinage constitue…

Corps d'injecteur
Pour l’usinage de corps d’injecteurs, EMAG offre des machines de tournage pour l’usinage par enlèvement de matière avant le traitement thermique ainsi que des machines d’usinage électrochimique des…

Pistons
L'usinage de pistons fait partie des procédés les plus exigeants dans le domaine de la construction de moteurs. EMAG propose ici l'ensemble de la chaîne de processus pour un usinage complet. Les…
Rotor (vélos électriques)
Au cœur du moteur électrique, l’arbre de rotor est un composant majeur pour lequel EMAG a déjà développé de nombreuses solutions. Du tournage au taillage en passant par la denture dure par ECM, EMAG…
![[Translate to French (4):]](https://cdn.emag.com/fileadmin/_processed_/b/0/csm_assembled-rotor-shaft-electric-motor_preview_c90b00ed0a.png "[Translate to French (4):]")
Rotor Shaft - Assembled (Electric Motor)
Les arbres de rotor de moteurs électriques à utilisation stationnaire sont en règle générale des arbres massifs de petit diamètre. Ces arbres de rotor ne sont en soi pas des composants lourds, mais un…

Arbre de rotor (moteur électrique)

Rotors pour compresseurs
L’usinage de finition des rotors pour compresseurs à air comprimé ou pour compresseurs rotatifs est une véritable prouesse technologique : les surfaces doivent être parfaites, au micromètre près.…

Carter de stator
Nos spécialistes ont élaboré une solution très performante d'usinage par enlèvement de copeaux des carters de stators destinés aux moteurs électriques.

Arbre de turbocompresseur
L’usinage des composants de turbocompresseur fait partie des tâches particulièrement difficiles de la construction automobile. EMAG garantit rapidité et précision avec une solution de ligne globale.




![[Translate to French (4):]](https://cdn.emag.com/fileadmin/_processed_/b/0/csm_assembled-rotor-shaft-electric-motor_preview_4d745be033.png "[Translate to French (4):]")






