
Profile Grinding: for Internal and External Teeth
Profile grinding of gears and long, slim and toothed components is performed discontinuously, i.e., tooth gap by tooth gap, is completed one after the other. Electroplated CBN grinding wheels, dressable CBN grinding wheels or ceramic dressable grinding wheels can be used for this purpose. Dressable grinding wheels are dressed on the machine.
Highly Flexible Profile Grinding: Frequently the Best Choice, Even for Workpieces with Interfering Contours
For the profile grinding of gears, a profile grinding wheel is used to grind a tooth gap. After one gap is finished, the next gap of the component is ground until all teeth have been machined. The CBN grinding wheels are highly productive and have the desired tooth gap shape.
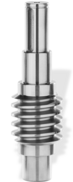
Dressable grinding wheels are normally used for high flexibility. All possible profile shapes that can be described using XY coordinates can be dressed. In addition to gears, rotors, spindle pumps and worms can also be machined, for example. Both internal and external gearing can be ground, even with very small grinding wheels.
Even very long components, such as extruder shafts, ball screws, trapezoidal thread spindles, etc. can be machined. Grinding from the solid material is an alternative if, for example, no tools are available for pre-cutting gears. A dialog software is used to enter the necessary data.
The benefit of profile grinding is the high quality and high flexibility. This does not only refer to the profile shape, but also to the machining of components with interfering contours using small grinding wheels.
Avantages Profile grinding
- Universal: Profile grinding can be used to machine a very large number of geometries – including external and internal toothing
- Precise: The high-precision profile of the grinding wheel matches the desired production profile.
- Flexible: Corrections and special profiles can be done quickly.
Pièces
The Right Manufacturing Solution for Every Workpiece

Gear
Machining from raw blank to finished gear– a process that used to take several departments within a shop using multiple experienced operators. Now this process can be done with a pair of digitally…

Gear shaft

Gear with synchronising wheel
One look at a typical gearwheel shows the machining challenges involved. Even a small wheel with integrated synchronous gear is a relatively complex construction.

Planetary Gearboxes

Rotors for compressors
Finish machining of rotors for air compressors or rotary compressors is a high-tech task: The surfaces need to be perfect down to the last micrometer. The new G-H series from EMAG SU was developed…

Worm Gear
Today, electromechanical power steering systems, also called electric power steering (EPS) systems, are nearly a standard on many vehicles across the world. How can the corresponding components, such…





Machines pour vos demandes
(10) machines trouvées





Technologies

Technologies
Deburring is an essential procedure in many production processes - after all, burrs that are not removed could break off later and damage bearings or…
For those who want to produce gearing on workpieces with interfering contours – including a small overrun – gear shaping is frequently the only…
Gear shaving takes place before the hardening process and is a cost-effective process. It results in low-noise gear surfaces - a major benefit that…
During the machining of the tooth flanks of shafts and gears by means of generating grinding or gear grinding, it is important to achieve…
Flexible, highly productive, highly accurate - as a continuous gear production process, hobbing is indispensable in many industries, as it allows any…
Power Skiving allows highly efficient machining of chucked parts and gears. For the machining of internal teeth hobbing, it provides an alternative to…
Profile grinding of gears and long, slim and toothed components is performed discontinuously, i.e., tooth gap by tooth gap, is completed one after the…


