
Rettifica di finitura perfetta dell'albero per turbocompressore
La lavorazione dei componenti di turbocompressori rappresenta una delle attività maggiormente complesse nell’ambito dell’industria automobilistica. EMAG garantisce rapidità e precisione grazie a una soluzione in linea integrata.
Produzione turbocompressori – il nuovo sistema di fabbricazione garantisce rapidità
I turbocompressori sono componenti decisivi dei moderni motori per autovetture. Comprimono l'aria esterna aspirata e la spingono nelle camere di combustione. Questo consente di aumentare la potenza del motore nonostante la sua cilindrata non cambi o di mantenere una potenza elevata quando si sceglie un motore di cilindrata inferiore (downsizing). L'albero nel turbocompressore compie fino a 290.000 giri al minuto. Ad alte temperature tali rotazioni sottopongono il componente a sollecitazioni estreme. Gli sviluppatori puntano, pertanto, su materiali ad alto rendimento che resistono anche a sollecitazioni di 1.000 gradi. Come si realizza una rettifica di finitura complessa dell'albero saldato di una turbina, compresa la girante, con efficienza e sicurezza di processo?
Una nuova soluzione in linea garantisce rapidità
Per questo compito EMAG ha sviluppato una soluzione in linea “della stessa fonte”. Il componente passa attraverso cinque processi principali: dalla pre-tornitura alla tempra a induzione fino alla rettifica di albero, ingranaggio e spallamenti. La procedura si conclude con l’equilibratura elettrochimica su una macchina di EMAG ECM.
Linea turbocompressori in sintesi
L'intera linea di produzione per la rettifica di finitura dell'albero per turbocompressore proviene dalla stessa fonte, garantisce sicurezza di processo – e non da ultimo è molto veloce, come dimostra il tempo ciclo di ca. 40 – 50 secondi per gli alberi per autovetture. Per alberi più piccoli il tempo ciclo si riduce in misura corrispondente. In ogni caso: dopo l'equilibratura conclusiva il componente presenta la “qualità del prodotto finale”.
Linea turbocompressori in dettaglio: bastano cinque operazioni per ottenere la “qualità del prodotto finale”
1. VTC 100: pre-tornitura verticale di albero e ingranaggio
Caratteristiche salienti della macchina (tra le altre):
- lavorazione rapida e sicurezza di processo a quattro assi
- centraggio dell'albero con utensile motorizzato
- magazzino pezzi integrato
- carico e scarico contemporanei
2. MIND-M 1000: processo di tempra a induzione per ridurre le tensioni nell'area saldata del componente
Caratteristiche salienti della macchina (tra le altre):
- mandrino sospeso con mandrino di serraggio per un fissaggio sicuro
- struttura modulare per operazioni di riscaldamento e tempra
- superficie di installazione minima
- controllo della temperatura preciso e monitoraggio completo dei processi
3. HG 204: rettifica orizzontale principale dell'albero e di uno spallamento
Caratteristiche salienti della macchina (tra le altre):
- misurazione integrata di diametro e lunghezza
- unità di ravvivatura per mole al corindone
- potenza motrice elevata delle mole
- guide a rulli lineari di alta precisione e sistemi di misura assoluti in tutti gli assi
- semplicità di manipolazione e buona accessibilità
4. VLC 200 GT: rettifica verticale di scanalature anulari e del profilo delle pale della girante di una turbina
Caratteristiche salienti della macchina (tra le altre):
- automazione pick-up integrata per tempi truciolo/truciolo brevi
- caduta libera dei trucioli
- buona accessibilità
- lavorazione completa di alta precisione in un'unica fase di serraggio
5. CI 400: equilibratura dell'intera girante mediante lavorazione elettrochimica dei metalli
Caratteristiche salienti della macchina (tra le altre):
- un solo processo di equilibratura
- senza danneggiamento termico del materiale
- praticamente nessuna usura degli utensili
- monitoraggio completo dei processi
Tempo ciclo della linea di soli 50 secondi
Cinque operazioni dalla pre-tornitura e dal trattamento termico a induzione alla rettifica e alla equilibratura elettrochimica – nel sistema di produzione concatenata EMAG viene quindi effettuata l'intera rettifica di finitura dell'albero per turbocompressore. Ogni 50 secondi un componente esce dalla linea con la “qualità del prodotto finale”. Ne deriva una produzione annuale compresa tra 420.000 e 450.000 dischi turbina in un esercizio a tre turni.













Tecnologie
Sistemi di produzione complessi da un'unica fonte grazie a un'alta gamma di tecnologie
ECM - Electro Chemical Machining è la defi nizione, sotto la quale vengono racchiusi i diversi procedimenti della lavorazione elettrochimica.…
La rettifica, come la foratura, appartiene ai processi di lavorazione ad asportazione truciolo più conosciuti e spesso utilizzati nella vita…
La tornitura verticale è un processo produttivo ad asportazione truciolo per metalli. EMAG è stato uno dei primi costruttori di macchine utensili ad…
Macchine per le vostre esigenze
(4) macchine trovate
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/0/a/csm_hg-204_preview_c8fdf06cfa.png "[Translate to Italian (5):]")
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/b/a/csm_vlc-200-gt_preview_01_426ff2a892.png "[Translate to Italian (5):]")
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/2/a/csm_vlc-350-gt_preview_63d607aaf1.png "[Translate to Italian (5):]")
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/2/5/csm_vtc-100_preview_6b817d0453.png "[Translate to Italian (5):]")
Workpieces
Camma
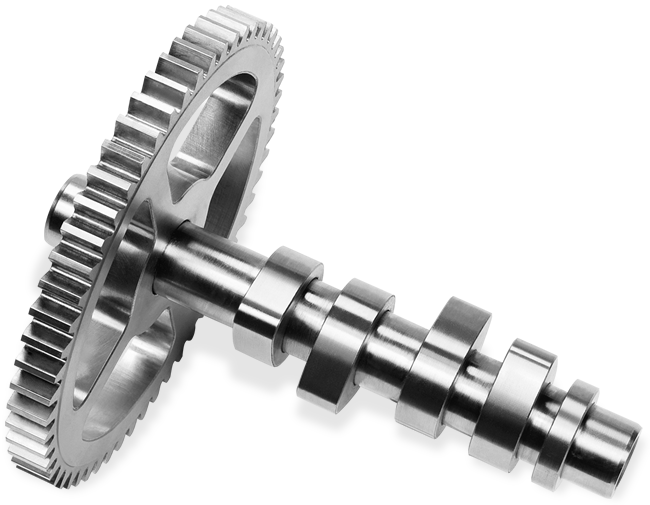
Albero a camme (piantaggio)
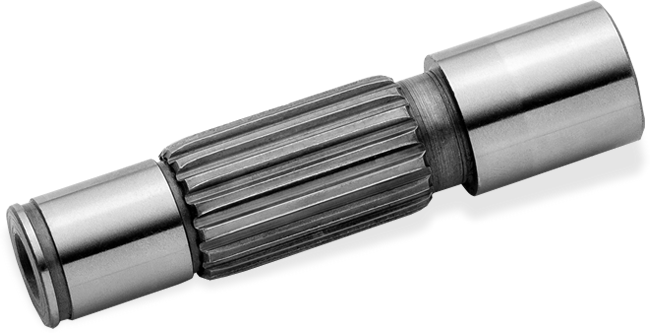
Albero di trasmissione (e-bike)
La lavorazione degli alberi fa parte delle competenze chiave di EMAG. Le nostre speciali macchine a 4 assi per la realizzazione di alberi sono ideali per la lavorazione altamente precisa e produttiva…

Ingranaggi del cambio (e-bike)
Con le soluzioni EMAG è possibile realizzare gli ingranaggi del cambio più diversi, sia in plastica che in metallo. Grazie all’ampia gamma di tecnologie impiegate da EMAG siamo in grado di offrire…

Albero cavo (e-bike)
Per ridurre il peso, da alcuni anni l’albero cavo trova impiego come asse nel movimento centrale della guarnitura.
La configurazione speciale di questo pezzo rappresenta una grande sfida per la…

Corpo iniettore
Per la lavorazione di corpi iniettori EMAG offre centri di tornitura per la lavorazione non temprata ad asportazione di truciolo e macchine per la lavorazione elettrochimica dei metalli per la…

Pistone
La lavorazione di pistoni rientra tra i procedimenti più impegnativi nell'ambito della costruzione di motori. EMAG propone per questo settore tutte le catene dei processi per la lavorazione completa.…
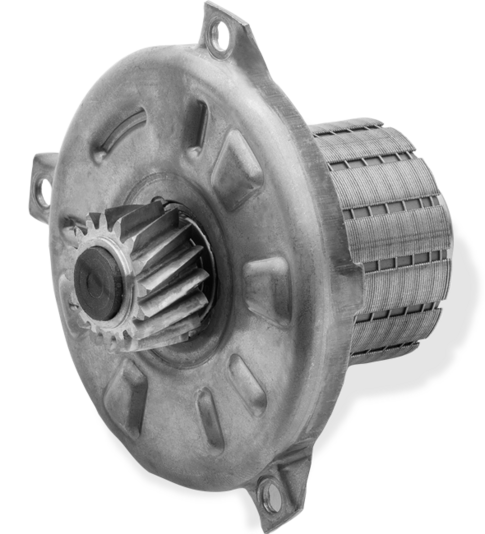
Rotore (e-bike)
L’albero rotore è l’elemento centrale del motore elettrico - per questo componente così importante EMAG ha già sviluppato svariate soluzioni. Dalla tornitura alla dentatura, fino alla dentatura su…
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/b/0/csm_assembled-rotor-shaft-electric-motor_preview_c90b00ed0a.png "[Translate to Italian (5):]")
Albero rotore assemblato (motore elettrico)
Gli alberi rotore dei motori elettrici fissi sono in genere alberi pieni di diametro ridotto. Questi alberi dei rotori di per sé non sono componenti pesanti, tuttavia a causa del loro diametro interno…

Albero rotore (motore elettrico)

Rotori per compressori
La finitura dei rotori per compressori dell'aria compressa o compressori rotativi è un’operazione altamente tecnologica: le superfici perfette vengono lavorate nell’ordine dei micrometri. La nuova…

Alloggiamento dello statore
I nostri specialisti hanno sviluppato una soluzione efficiente per lavorare ad asportazione di truciolo gli alloggiamenti degli statori.

Albero per turbocompressore
La lavorazione dei componenti di turbocompressori rappresenta una delle attività maggiormente complesse nell’ambito dell’industria automobilistica. EMAG garantisce rapidità e precisione grazie a una…




![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/b/0/csm_assembled-rotor-shaft-electric-motor_preview_4d745be033.png "[Translate to Italian (5):]")






