EMAG offre soluzioni perfette per la fresatura di viti senza fine
Il servosterzo elettromeccanico o servosterzo elettrico EPS (Electric Power Steering) è oggi un componente praticamente standard di molti veicoli in tutto il mondo. Com’è possibile produrre i relativi componenti come pignoni dello sterzo, viti senza fine e ingranaggi elicoidali in modo efficiente sotto il profilo dei costi? EMAG offre diverse soluzioni.

Lavorazione su non temprato e temprato di viti senza fine con la dentatrice a creatore e fresa elicoidale universale HLC 150 H
La lavorazione di alberi a vite senza fine è fondamentalmente sempre la stessa: dopo la lavorazione di tornitura del pezzo grezzo viene eseguita la fresatura della geometria della vite senza fine. EMAG ha scelto a questo scopo la nuova dentatrice a creatore e fresa elicoidale orizzontale HLC 150 H.
Successivamente, in alcuni casi la vite senza fine viene levigata, ad esempio mediante pressione a rulli, per migliorare la precisione e la qualità delle superfici.
In altri casi, invece, dopo la fresatura viene eseguito il processo di tempra e la rettifica finale. Esistono numerose possibilità di finitura, come ad esempio la rettifica della vite senza fine. A questo proposito EMAG offre un’ulteriore soluzione di lavorazione alternativa, ovvero la pelatura-dentatura a creatore della vite senza fine sulla stessa macchina oppure sullo stesso tipo di macchina.
La HLC 150 H consente una lavorazione universale: dalla fresatura della vite senza fine con processo parziale fino alla pelatura-dentatura a creatore ad alte prestazioni del relativo ingranaggio elicoidale.
Le dentatrici a creatore e frese elicoidali sono dotate di una testa di fresatura universale ad altissime prestazioni, concepita per la pelatura-dentatura a creatore di ruote dentate cilindriche fino al modulo 3 e per la fresatura di viti senza fine a uno o più principi fino al modulo 5.
Questo è reso possibile dalla forma costruttiva compatta della macchina, che consente di orientare la testa di fresatura sulla contropunta. Inoltre, la macchina si contraddistingue per il suo principio costruttivo innovativo con asse Y virtuale. Questo nuovo tipo di disposizione degli assi conferisce alla macchina una rigidità che non ha eguali.
La fresatura di viti senza fine viene eseguita con una fresa a disco, che consente di realizzare la geometria della vite senza fine o degli interstizi tra i denti.
Il software interattivo di facile uso di questa macchina permette inoltre di eseguire la sbavatura dell’attacco o dello smusso della dentatura direttamente al termine del processo di dentatura. Questo consente di rimuovere bavature nette, evitando quindi lesioni in fase di montaggio oppure il distacco di una bavatura durante il funzionamento.
Dopo la tempra viene eseguita, anche sulla macchina HLC 150 H, la pelatura-dentatura a creatore mediante processo parziale. L’elevata qualità di lavorazione della macchina, garantita dalla sua straordinaria stabilità, assicura un grado di precisione raggiunto finora solo mediante rettifica.
Anche soluzioni complete all’interno del programma
L’ampia gamma di tecnologie del gruppo EMAG consente di offrire il processo di lavorazione completo per la produzione di viti senza fine: dalla lavorazione su non temprato fino a quella finale su temprato. A tale scopo possono essere impiegate sia macchine standard sia macchine customized.
Un esempio di questo tipo di soluzione completa per componenti dello sterzo si trova ad esempio presso KMB, che impiega una linea di produzione completa per pignoni dello sterzo.
Troverete ulteriori informazioni su questo argomento nell’articolo pubblicato sul nostro blog La linea di produzione EMAG garantisce rapidità e flessibilità
(https://www.emag.com/blog/lenkritzel-emag-produktionslinie-garantiert-tempo-und-flexibilitat/)







Tecnologie
Sistemi di produzione complessi da un'unica fonte grazie a un'alta gamma di tecnologie
Flexible, highly productive, highly accurate - as a continuous gear production process, hobbing is indispensable in many industries, as it allows any…
Profile grinding of gears and long, slim and toothed components is performed discontinuously, i.e., tooth gap by tooth gap, is completed one after the…
Macchine per le vostre esigenze
(3) macchine trovate
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/f/8/csm_g-375-h_preview_3da11bd958.png "[Translate to Italian (5):]")
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/b/9/csm_g-500-h_preview_a48ad679d1.png "[Translate to Italian (5):]")
Workpieces
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/f/8/csm_bevel-gear_preview_a52ff03618.jpg "[Translate to Italian (5):]")
Ingranaggio conico
Il centro di tornitura VL 1 TWIN di EMAG è ideale per le lavorazioni di tornitura e alesatura di ingranaggi conici. Questo tornio verticale presenta infatti due mandrini pick-up che consentono di…

Puleggia CVT
Grazie alla combinazione dei processi di tornitura su temprato e rettifica, la VLC 200 GT permette di lavorare le pulegge CVT in un’unica fase di serraggio.

Pignone del differenziale
La realizzazione di precisione di pignoni conici per il differenziale comporta dei requisiti elevati per quanto riguarda i centri di tornitura CNC e l'automazione del sistema di produzione. Il pignone…
Ruota dentata
Per la lavorazione di ruote dentate vengono utilizzate le macchine della piattaforma VL. Quattro operazioni centrali vengono eseguite in sequenza: la tornitura del primo lato della ruota dentata (OP…

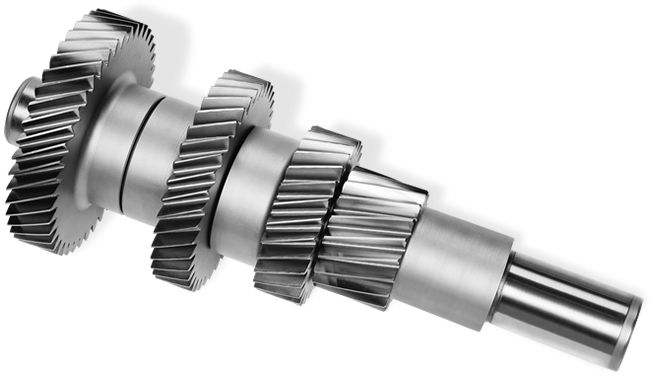
Ingranaggio albero
Albero cambio (piantaggio)

Albero di trasmissione (Saldatura laser)
La saldatura laser è la tecnologia chiave per la produzione di componenti automotive dal peso ottimizzato. La saldatura laser garantisce non solo una qualità elevata del componente, ma contribuisce…

Ingranaggio con rotella sincrona
Basta guardare una tipica ruota dentata per capire a quali sfide si va incontro durante la sua lavorazione...

Fresatura ingranaggio
Il numero di marce del cambio delle automobili tende ad aumentare: per quanto riguarda il cambio automatico gli ingegneri sono già concentrati sui cambi a 10 marce. Questo tipo di cambio permette di…

Alberi di trasmissione di grandi dimensioni
Gli alberi di trasmissione sono elementi centrali della trasmissione dei veicoli militari gommati e cingolati. Trasmettono coppie elevate su grandi distanze, collegano riduttori, cuscinetti intermedi…

Planetary Gears

Pignone per catena
La combinazione di diversi processi ad asportazione di truciolo su una sola macchina e in un'unica fase di serraggio offre un enorme potenziale di risparmio in termini di tempi di lavorazione. Questa…
Pignone per catena (sistema di produzione)
Con i centri di tornitura pick-up verticali della serie VL e la dentatrice a creatore verticale VL 4 H, EMAG offre sistemi di produzione ideali per la lavorazione completa di pignoni per catene. I…

Pignone dello sterzo
Lo sterzo servoassistito appartiene oggigiorno alla dotazione standard di ogni auto. Per questo motivo è anche necessario produrre un gran numero di pignoni dello sterzo, che trasmettono i movimenti…
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/2/8/csm_worm-gear_preview_96577a9fd4.png "[Translate to Italian (5):]")
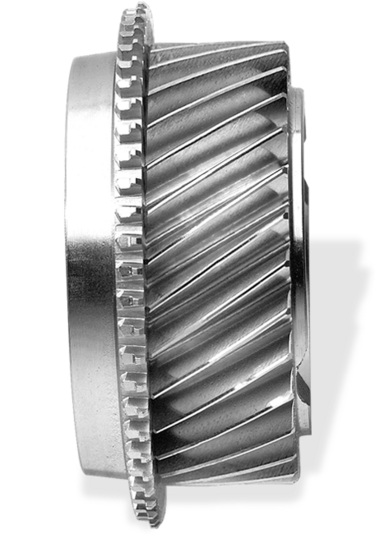
Vite senza fine
Il servosterzo elettromeccanico o servosterzo elettrico EPS (Electric Power Steering) è oggi un componente praticamente standard di molti veicoli in tutto il mondo. Com’è possibile produrre i relativi…
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/f/8/csm_bevel-gear_preview_86f55db6d5.jpg "[Translate to Italian (5):]")









![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/2/8/csm_worm-gear_preview_f5721a7a14.png "[Translate to Italian (5):]")


