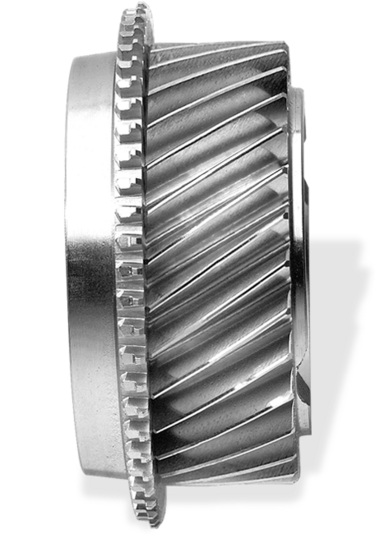
Lavorazione completa di pulegge per il cambio CVT
Grazie alla combinazione dei processi di tornitura su temprato e rettifica, la VLC 200 GT permette di lavorare le pulegge CVT in un’unica fase di serraggio.

Lavorazione su temprato ottimizzata per tempi di ciclo brevi
L’acronimo “CVT” significa “Continuously Variabile Transmission”, ossia “cambio a variazione continua”. Questa tecnologia viene sempre più spesso utilizzata nei propulsori ibridi e costituisce quindi un elemento importante per l’elettromobilità del futuro.
Per la lavorazione della puleggia CVT, la VLC 200 GT presenta, oltre alla torretta portautensili, anche un mandrino portamola per esterni la cui potenza nonché la configurazione della mola sono stati specificamente ottimizzati per il pezzo da lavorare. Grazie a questa combinazione di processi (tutte le altre superfici e gli altri fori del componente possono essere torniti), i costi degli utensili e i tempi di ciclo vengono ridotti. La mola è soggetta a un’usura più lenta e deve pertanto essere ravvivata con minore frequenza; inoltre, grazie all’utilizzo di utensili identici sulla grande torretta portautensili, viene ottenuto un ciclo di produzione pressoché ininterrotto.
Lavorazione su non temprato con ingombro minimo
EMAG offre l’intera catena di processo per la produzione di cambi CVT. Per la tornitura di pezzi grezzi per pulegge è ideale per esempio il centro di tornitura verticale a doppio mandrino VL 3 DUO. In pochissimo spazio si ottiene un sistema di produzione per la lavorazione su non temprato di pulegge in due operazioni. Questa soluzione di produzione flessibile, concatenata con la soluzione di automazione TrackMotion ideata da EMAG, offre la massima produttività con il minimo ingombro. Per il caricamento, l’utilizzatore dispone della massima libertà di scelta: il sistema, infatti, può essere integrato senza difficoltà in qualunque configurazione produttiva.
Sistemi di produzione per la lavorazione su temprato di pulegge per il cambio CVT
La lavorazione delle pulegge CVT si articola in tre operazioni principali:
- Per prima cosa, il componente viene controllato, dotato di un codice Data Matrix e misurato.
- Successivamente viene eseguita la lavorazione su temprato utilizzando un totale di quattro macchine di tipo VLC 200 GT. In questa fase, il diametro interno ed esterno nonché la superficie curva del componente, tra gli altri, vengono sottoposti a diversi processi di tornitura e rettifica.
- Seguono altri processi di rettifica (tra i quali una “super-finitura”), il lavaggio e un controllo finale delle superfici.







Tecnologie
Sistemi di produzione complessi da un'unica fonte grazie a un'alta gamma di tecnologie
Grazie alla combinazione di diverse procedure su una macchina, si è in grado di sfruttare il considerevole potenziale di razionalizzazione.
Per la…
Macchine per le vostre esigenze
(2) macchine trovate
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/b/a/csm_vlc-200-gt_preview_01_426ff2a892.png "[Translate to Italian (5):]")
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/2/a/csm_vlc-350-gt_preview_63d607aaf1.png "[Translate to Italian (5):]")
Workpieces
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/f/8/csm_bevel-gear_preview_a52ff03618.jpg "[Translate to Italian (5):]")
Ingranaggio conico
Il centro di tornitura VL 1 TWIN di EMAG è ideale per le lavorazioni di tornitura e alesatura di ingranaggi conici. Questo tornio verticale presenta infatti due mandrini pick-up che consentono di…

Puleggia CVT
Grazie alla combinazione dei processi di tornitura su temprato e rettifica, la VLC 200 GT permette di lavorare le pulegge CVT in un’unica fase di serraggio.

Pignone del differenziale
La realizzazione di precisione di pignoni conici per il differenziale comporta dei requisiti elevati per quanto riguarda i centri di tornitura CNC e l'automazione del sistema di produzione. Il pignone…
Ruota dentata
Per la lavorazione di ruote dentate vengono utilizzate le macchine della piattaforma VL. Quattro operazioni centrali vengono eseguite in sequenza: la tornitura del primo lato della ruota dentata (OP…

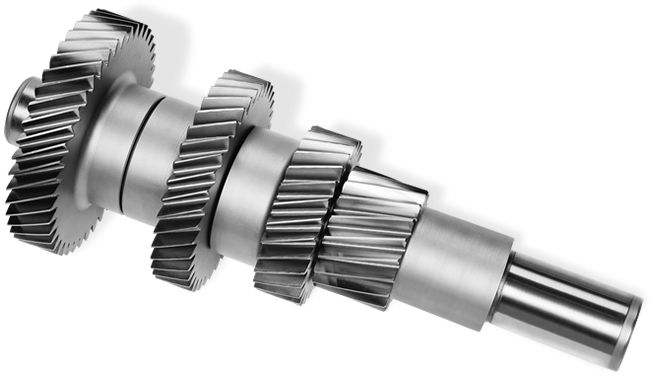
Ingranaggio albero
Albero cambio (piantaggio)

Albero di trasmissione (Saldatura laser)
La saldatura laser è la tecnologia chiave per la produzione di componenti automotive dal peso ottimizzato. La saldatura laser garantisce non solo una qualità elevata del componente, ma contribuisce…

Ingranaggio con rotella sincrona
Basta guardare una tipica ruota dentata per capire a quali sfide si va incontro durante la sua lavorazione...

Fresatura ingranaggio
Il numero di marce del cambio delle automobili tende ad aumentare: per quanto riguarda il cambio automatico gli ingegneri sono già concentrati sui cambi a 10 marce. Questo tipo di cambio permette di…

Alberi di trasmissione di grandi dimensioni
Gli alberi di trasmissione sono elementi centrali della trasmissione dei veicoli militari gommati e cingolati. Trasmettono coppie elevate su grandi distanze, collegano riduttori, cuscinetti intermedi…

Planetary Gears

Pignone per catena
La combinazione di diversi processi ad asportazione di truciolo su una sola macchina e in un'unica fase di serraggio offre un enorme potenziale di risparmio in termini di tempi di lavorazione. Questa…
Pignone per catena (sistema di produzione)
Con i centri di tornitura pick-up verticali della serie VL e la dentatrice a creatore verticale VL 4 H, EMAG offre sistemi di produzione ideali per la lavorazione completa di pignoni per catene. I…

Pignone dello sterzo
Lo sterzo servoassistito appartiene oggigiorno alla dotazione standard di ogni auto. Per questo motivo è anche necessario produrre un gran numero di pignoni dello sterzo, che trasmettono i movimenti…
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/2/8/csm_worm-gear_preview_96577a9fd4.png "[Translate to Italian (5):]")
Vite senza fine
Il servosterzo elettromeccanico o servosterzo elettrico EPS (Electric Power Steering) è oggi un componente praticamente standard di molti veicoli in tutto il mondo. Com’è possibile produrre i relativi…
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/f/8/csm_bevel-gear_preview_86f55db6d5.jpg "[Translate to Italian (5):]")









![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/2/8/csm_worm-gear_preview_f5721a7a14.png "[Translate to Italian (5):]")


