Precision components for humanoid robots – Gear tooth profiles for actuators
Humanoid robots place the highest demands on their drive components. EMAG offers specialized manufacturing solutions for the three key gear components in robotic actuators: flexsplines, wave generators, and planetary gears – with reproducible precision for high-volume production.

Key Geared Components for Rotational Actuators in Robotics
Flexsplines – The heart of the strain wave gear
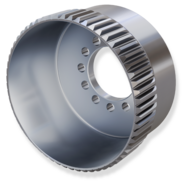
Flexsplines are thin-walled, precision-toothed hollow cylinders made of high-strength steel and form the central transmission element in the strain wave gear. With wall thicknesses of less than one millimeter and a number of teeth between 100 and 400, they enable very high reduction ratios in a single gear stage – a decisive advantage over multi-stage planetary gears. The gear quality must comply with DIN 3960/62 or ISO 1328 Class 4, with pitch tolerances in the single-digit micrometer range and a runout of less than 5 µm.
Wave Generator – Input Component in the Strain Wave Gear
The Wave Generator is the driving component in the strain wave gear: An elliptical cam with a mounted thin-ring bearing generates the form-fitting deformation of the flexspline. The elliptical external contours and the reference bores must meet concentricity and symmetry tolerances of ≤ 3 µm. EMAG manufactures these components on the VLC 350 GT by combining turning, milling, and grinding in a single setup - this avoids reclamping errors and ensures that the tight positional tolerances are reliably achieved.
Planetary gears – compact power transmission in rotary actuators
Planetary gears are used in the larger joints of humanoid robots, where high load-carrying capacity is required alongside compact dimensions. Modern robots require at least 14 rotary actuators, many of which feature planetary gearboxes. The manufacturing of planetary gears, sun gears, and planet carriers takes place in a multi-stage process chain combining soft and hard machining. This achieves gear tooth quality in accordance with DIN Class 5 to 4 - reproducible even in large-scale production.

Advantages
- Complete-machining in a single setup: turning, milling, and grinding in a single operation. No reclamping errors; positional tolerances of ≤ 3 µm are reliably maintained.
- Specialized clamping and machine concepts: Hydraulically expanding clamping mandrels with a runout of max. 3-5 µm protect thin-walled components such as flex splines from elastic deformation during machining.
- End-to-end process chain from a single source: From soft to hard machining - EMAG covers the entire manufacturing process chain for all three actuator components with coordinated machine platforms.
- Shorter cycle times through process combination: The combination of pre-milling and finish grinding of the elliptical contour on the Wave Generator reduces machining time by 30-40% compared to grinding alone.
- Flexible for design and development, as well as series production: Machine platforms such as the G 375 H enable both small-batch production during the design and development phase and stable high-volume production thanks to short setup times and variable grinding wheels.
Questions and Answers
- How do strain wave gears and planetary gears function as actuators in humanoid robots?
- What specific manufacturing requirements do flexsplines place on machines and processes?
- Which EMAG technologies and processes are suitable for the production of robotics actuator components?
- What does a typical process chain for the manufacture of flex splines look like?
- Which EMAG machines are suitable for machining robotics components?
- What tolerances and quality classes can be achieved in the gear cutting of robotics components?
- In which areas of robotics are these components used?
- How can cost-effectiveness be improved in the series production of robotic tooth profiles?
Both types of gearboxes convert the fast rotation of an electric motor into slow, powerful joint movement - in very different ways.
Strain wave gears utilize the elastic deformation of the flex spline caused by the wave generator, thereby achieving very high reduction ratios (up to 100:1) in a single stage with a compact footprint and minimal backlash. Planetary gears distribute the load across multiple tooth engagements simultaneously and are particularly robust, but require multiple stages for high reduction ratios. In humanoid robots, both types are used specifically depending on the joint requirements.
Flexsplines are among the most demanding gear-cutting tasks in precision manufacturing.
The wall thicknesses are less than one millimeter - even slight clamping forces can lead to elastic deformation and, consequently, gear-tooth misalignment. EMAG therefore uses hydraulically expanding clamping mandrels that distribute the clamping force evenly across the entire inner surface. Added to this are high-strength materials with hardness values of 38-42 HRC, as well as the requirement for DIN Class 4 gear quality with pitch tolerances in the single-digit micrometer range.
EMAG offers specialized processes for each of the three key components.
For flexsplines, gear hobbing is used on K-series machines with special carbide hobs and compensation strategies for synchronization errors. Wave generators are machined entirely in a single setup on the VLC 350 GT through a combination of turning, milling, and grinding. Planetary gears undergo a process chain consisting of gear hobbing, case hardening, and hard finishing - optionally via skiving, gear grinding, or profile grinding.
Flexspline manufacturing involves soft machining and hard machining in close coordination.
The process chain begins with soft turning to create the geometry, followed by heat treatment (hardening, cryogenic treatment, tempering) and hard turning of the functional surfaces. The inner bore is then honed - it serves as a precision clamping reference for the gear cutting. The process concludes with deburring, cleaning, and blasting. Each step is coordinated with the next, as errors directly affect the final quality of the gear teeth.
EMAG offers suitable machine platforms for every component.
For flexsplines, the K 160 (up to approx. 100 mm O/D, open design) and the K 300 (up to 140 mm, closed frame for higher rigidity) are available. Wave generators are machined on the VLC 350 GT (turning, milling, and grinding in a single machine). For planetary gears, the K 160 is suitable for gear hobbing, while the G 160, G 250 HS, or G 375 H are suitable for the subsequent hard fine grinding.
The achievable quality classes vary depending on the component and process - but are always in the range of the highest precision.
For flexsplines, EMAG demonstrably achieves gear quality in accordance with DIN 3960/62 or ISO 1328 Class 4, with pitch tolerances in the single-digit micrometer range and a runout of less than 5 µm. Wave generators achieve concentricity and symmetry tolerances of ≤ 3 µm thanks to complete-machining in a single setup. Planetary gears are manufactured to DIN Class 4 to 6 depending on the process; emerging requirements in humanoid robotics increasingly demand Class 4 prior to hardening.
The main application is in the rotational actuators of humanoid robots.
Current humanoid robots require at least 14 rotary actuators - distributed across shoulder, elbow, hip, and knee joints. Strain wave gear with Flexspline and Wave Generator is preferred where zero backlash, compactness, and high reduction ratios are critical. Planetary gearboxes handle joints with high torques. As the design and development of fine-motor robotic hands progress, the demand for miniaturized gearbox variants is also increasing - a growing field of application for EMAG manufacturing solutions.
Short cycle times, low scrap rates, and minimized setup costs are crucial.
The combination of pre-milling and finish grinding of the elliptical contour on the Wave Generator saves 30-40% machining time compared to grinding alone. Complete-machining in a single setup reduces lead times and eliminates reclamping errors as a cause of scrap. For planetary gears, the alternative “grinding from solid” process shortens the process chain by eliminating the need for pre-toothing. Thanks to short setup times, the G 375 H also enables cost-effective operation even with varying component geometries.
Workpieces
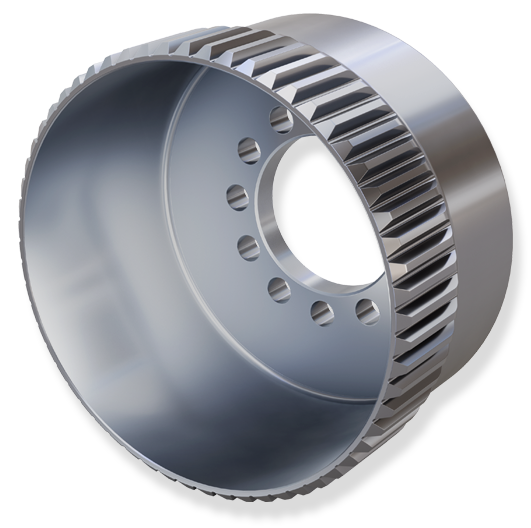
Flexspline
Flexsplines, also known as flexible shaft gears, flex pots, or collar sleeves, form the heart of harmonic reducers. These high-precision components enable very high reduction ratios in a single gear…
Nuts for Planetary Roller Screws
Planetary roller screws - also known as planetary roller screw drives - convert rotary motion into linear motion and are among the most powerful drive elements in modern manufacturing technology.…

Planetary Gearboxes
Actuators are the fundamental motion elements in humanoid robots - comparable to muscles and joints in a biological organism. They enable precision, human-like motion sequences by converting…

Planetary roller screws
The planetary roller screw is a highly efficient drive component for humanoid robots and positioning systems. The roller screw is the central element whose manufacturing quality determines the…

Wave Generator
The wave generator is the input component in the strain wave gear. It consists of a thin-walled bearing structure (outer ring elastic, inner ring fixed on an elliptical cam) and defines the positive…