
Rettifica non circolare – massima precisione per geometrie non circolari
La rettifica non circolare con tecnologia CBN consente di lavorare con grande precisione camme, alberi a camme, anelli per pompe e altri pezzi con geometrie non circolari.
Rettifica non circolare di camme, alberi a camme, segmenti a camme e anelli di pompe con la tecnologia CBN
Prendiamo come esempio la lavorazione dell’albero a camme: si tratta chiaramente di un processo di produzione nel quale devono essere lavorati anche pezzi non circolari. Al contrario della rettifica in tondo, dove deve essere ottenuta una forma perfettamente circolare, nella rettifica non circolare deve essere mantenuta la forma non circolare preesistente ottenendo la qualità di finitura finale delle superfici con il processo di rettifica.
I componenti non circolari a forma di albero sono, ad esempio, alberi a camme, camme a disco e alberi pompa. Le diverse fasi della produzione impongono requisiti molto diversi alla struttura della macchina. Ma anche per le lavorazioni estremamente specifiche, come ad esempio la rettifica dell’albero a camme di un’automobile, i requisiti di mercato non possono essere soddisfatti da una macchina con una sola concezione. Per la lavorazione non circolare, quindi, è imprescindibile disporre di una macchina e tecnologia con struttura modulare. Può essere richiesto l’impiego di più mandrini portamola per la rettifica preliminare e finale o per la lavorazione completa, oppure di una rettificatrice a due slitte per la lavorazione simultanea o a supporto sincrono.
Tecnologia di rettifica CBN per la lavorazione non circolare
L’impiego del materiale CBN è lo stato della tecnica nella rettifica non circolare. In futuro la produttività verrà ulteriormente incrementata da un ulteriore aumento della velocità di taglio. Per i componenti con un sovrametallo da rettifica limitato e alta labilità, come ad esempio gli alberi a camme, è necessario sviluppare sistemi di rettifica che generino forze di rettifica molto più ridotte. I requisiti di mercato crescenti e in costante evoluzione rimarranno anche il futuro il motore dell’innovazione nel campo della tecnologia di rettifica non circolare.
Per soddisfare le diverse esigenze nei confronti di macchine di rettifica e processi di lavorazione, EMAG offre una gamma completa di moduli tecnologici e macchine perfettamente adattabili alle condizioni di produzione specifiche (v. sotto).
Esempi di applicazione
La lavorazione di alberi a camme è l’esempio tipico di rettifica non circolare. In un progetto chiavi in mano, ad esempio, era necessario rettificare quattro doppie camme con caricamento manuale. Il problema tecnico posto da questa operazione di rettifica consiste nella sgrossatura di un sovrametallo fino a 3 mm e nella finitura con un solo utensile di rettifica. Queste due esigenze contrastanti sono state soddisfatte con una mola CBN con struttura legante ceramica.
Un altro esempio è la lavorazione completa di alberi a camme per veicoli commerciali: in una sola fase di serraggio vengono lavorati dodici camme di comando, sei camme di pompa, sette cuscinetti, la bronzina di banco e le estremità con cono e spallamento. Poiché nella rettifica di alberi temprati vengono spesso liberate tensioni interne e la rettifica delle camme influenza l’oscillazione radiale dei punti di supporto, non è possibile completare la produzione seguendo i disegni con un processo monofase. In questo caso la lavorazione in una sola fase di serraggio è spesso il modo migliore per ottenere la qualità richiesta.








Pezzi
Per ogni pezzo la soluzione giusta per la sua lavorazione.

Blisk
I componenti interni di un propulsore sono sottoposti a sollecitazioni estreme e vengono perciò fabbricati in materiali particolarmente duri. I blisk (blade integrated disk), ad esempio, sono spesso…
Camma
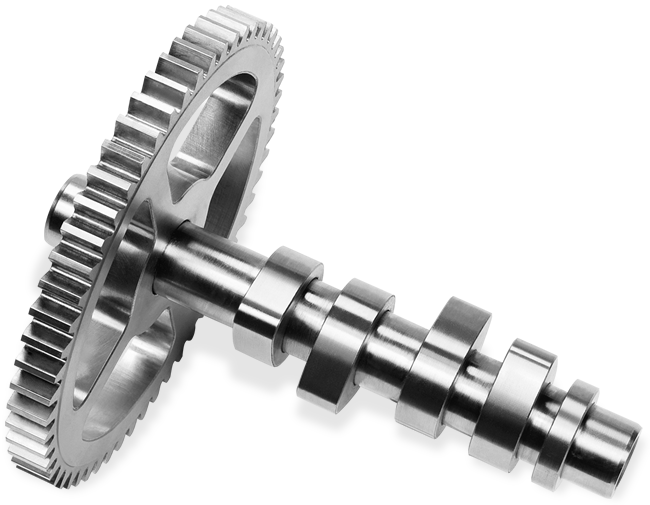
Albero a camme (piantaggio)

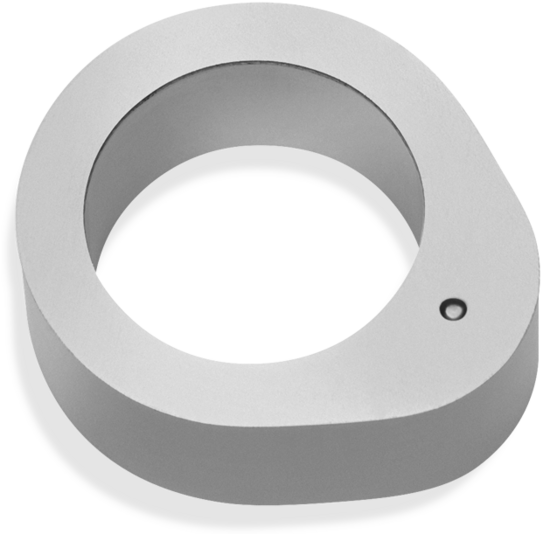
Anello per pompa


Macchine per le vostre esigenze
(4) macchine trovate
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/1/c/csm_sn-208_preview_b03969a2a6.png "[Translate to Italian (5):]")
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/9/b/csm_sn-320_preview_38ef397149.png "[Translate to Italian (5):]")

![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/3/7/csm_vg-110_preview_267e104271.png "[Translate to Italian (5):]")
Technologies

Technologies
- Rettifica in tondo
- Rettifica
- Tornitura su temprato / Rettificatura
- Rettifica non circolare
- Rettifica a supporto sincrono
- Rettifica in tondo universale
Trovare un rapporto equilibrato tra flessibilità e produttività è la sfida più grande nella progettazione di macchine per la rettifica in tondo.
Le…
La rettifica, come la foratura, appartiene ai processi di lavorazione ad asportazione truciolo più conosciuti e spesso utilizzati nella vita…
Grazie alla combinazione di diverse procedure su una macchina, si è in grado di sfruttare il considerevole potenziale di razionalizzazione.
Per la…
La rettifica non circolare con tecnologia CBN consente di lavorare con grande precisione camme, alberi a camme, anelli per pompe e altri pezzi con…
Durante rettifica a supporto sincrono sulla VTC 315 DS, il pezzo di lavorazione ondulato posto verticalmente viene bloccato contemporaneamente su due…
Per rettifica in tondo universale si intende essenzialmente la rettifica in tondo di un diametro interno o di un diametro esterno. Con la rettifica in…


