
批量生产中小型 CNC 盘类零件的精密精加工
在许多工业领域,小型 CNC 盘类零件的生产往往涉及大批量生产——通常每年产量达数百万件。齿轮、行星齿轮、链轮、凸轮环、泵环、单凸轮和轴带发电机等工件在淬火后必须经过精密精加工,以达到要求的尺寸和表面公差。 与此同时,对尺寸精度和表面质量的要求也在不断提高。
VL 100 GT 正是在此背景下应运而生:它将硬车削和磨削功能集成于紧凑的自动化单元中,实现单次装夹完成全加工。制造商可从中获益于短节拍时间、低刀具成本以及可重复的表面质量——即使面对最微小的形位精度也是如此。

立式结构的设计优势
VL 100 GT 遵循埃马克典型的立式加工原理。工件主轴位于顶部,并通过拾取方式从集成输送带上独立抓取工件。与卧式机床相比,这种结构设计具有三项具体优势,这些优势直接影响生产效率和零件质量:
- 自由落屑:切屑和磨料在重力作用下自由落出加工区域。工件或导轨上几乎不会积聚切屑。这减少了热干扰,避免了表面损伤,并降低了清洁工作量。
- 占地面积紧凑:VL 100 GT 的占地面积仅约 9.6 平方米。如此小的占地空间使得多机操作成为可能——一名操作员可同时管理多台机床,从而显著降低了每件工件的人力成本。
- 最佳的可达性:加工区域的设计确保了装夹操作既快速又符合人体工学。这缩短了更换新零件时的换型时间,并提高了设备的利用率。
MINERALIT® 机床床身作为质量保障
VL 100 GT 的机床床身由 MINERALIT® 聚合物混凝土制成。与传统的灰铸铁相比,这种材料的振动阻尼能力高出八倍。对用户而言,这意味着:被加工工件的表面质量更高、磨削工具的使用寿命更长,以及整体更稳定的加工过程控制。 特别是在精加工领域, 要求表面粗糙度值在Rz < 1.2 µm范围内,机床床身的减震性能便成为决定性的质量因素。

集成式自动拾取式系统,缩短非加工时间
VL 100 GT的主主轴可自主完成工件的装卸。工艺流程清晰:工作主轴移动至取料位置,从循环输送带(O-Automation)上抓取一个毛坯,并将其送入加工区域。加工完成后,主轴将成品放回输送带,并立即抓取下一个毛坯。
这为用户带来了三大具体优势。首先,无需单独的上料机器人或桁架机械手——从而节省了外部自动化组件的额外投资成本和空间需求。其次,拾取位置与加工区之间的移动距离短,使得屑对屑时间极短。 第三,下一批工件可在当前加工进行期间就放置在传送带上,从而将机床的停机时间降至最低。
适用于串联生产线的灵活自动化方案
除了 O 型自动化方案外,VL 100 GT 还可配备穿梭式自动化系统,用于工件的进出料。这使得该设备能够无缝集成到串联生产线上,例如与埃马克 VL 或 VT 系列车床组合使用。由此形成极其紧凑的加工系统,可灵活适应各种工件类型。

可自由配置的加工区域,满足多样化的加工任务
VL 100 GT 的加工区域从根本上经过精心设计,可灵活适应各种加工任务。根据工件的要求,可集成不同的加工模块。配置过程将与客户密切配合,以满足特定的工件范围。
可用加工模块概览
- 内圆磨削主轴:可使用刚玉或CBN砂轮对孔进行精密磨削。
- 外圆磨削主轴:用于外圆面、平面肩部及轮廓的外圆磨削。
- 硬车削用固定刀座:一个或两个固定刀座可实现平面及特定区域的硬车削加工,相比磨削,车削能更快、更经济地完成这些加工。
基于这些模块,可形成多种实用配置:纯内圆磨削、纯外圆磨削、双重内圆磨削、车削与磨削的组合,或通过一次装夹完成车削、内圆磨削和外圆磨削的完整加工。

通过线性电机驱动进行非圆磨削
当前一代机床上,X轴集成了线性电机驱动装置。这使得能够以高动态性和精度加工非圆形轮廓——例如凸轮轮廓或偏心表面。 与传统的滚珠丝杠传动相比,线性电机不仅具有显著更高的加速度和定位精度,而且运行过程中无磨损。这对用户而言,大大扩展了该机床可实现的加工任务范围。

集成测量功能,实现无缝质量检测
VL 100 GT 配备了一个集成式测头,该测头位于加工区域与取件位置之间。 在此位置,它既能避免受到冷却润滑剂和切屑的污染,又能融入工件的传输过程。由于工件在测量过程中保持夹紧状态,因此既可在加工前后进行测量,也可在各个加工步骤之间进行中间测量。

基于 VL 平台的模块化结构
VL 100 GT 基于埃马克VL 系列的模块化系统。相同的基础机床可针对不同的生产任务进行配置,无需学习全新的操作理念,也无需建立单独的备件库存。整个机床系列统一的操作和零件编程方式,减少了培训工作量,并简化了与现有生产环境的集成。
常见问题










优势 VL 100 GT
- 一次装夹完成全部加工,消除了换型误差,确保了最高的定位精度。
- 自由配置的加工区域可适应几乎任何加工任务——从纯磨削到组合加工。
- 集成的拾取自动化系统无需额外的自动化组件,即可确保较短的辅助时间及较高的设备利用率。
- 采用 MINERALIT® 机床床身的立式结构,确保切屑畅通排出,具备卓越的减震性能和极高的表面质量。
- 硬车削与磨削的组合加工可缩短节拍时间,降低刀具磨损,并实现 Rz < 1.2 µm 的无旋纹表面。
- 占地面积仅约 9.6 平方米,便于多台机床协同作业,并实现车间空间的高效利用。
- 基于 VL 平台的模块化结构确保了操作统一、配置灵活以及广泛的控制系统兼容性。
- X 轴上的直线电机驱动可实现凸轮轮廓和偏心表面的高精度非圆磨削。
- 全面的磨削传感和测量技术,确保了稳定、可重复的工艺控制,并集成了质量检测功能。
工件
为每一种工件提供合适的加工方案
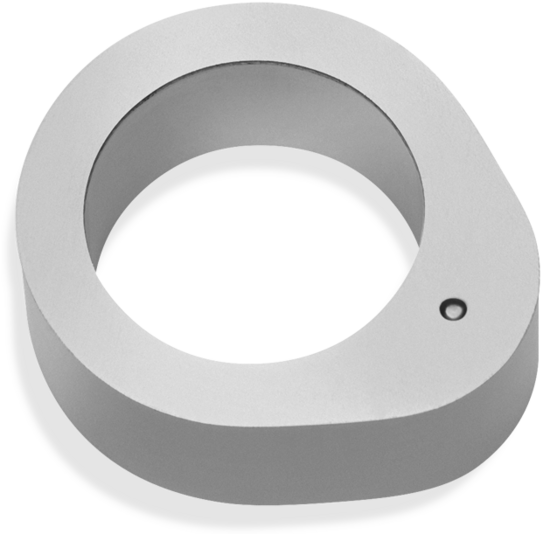
凸轮
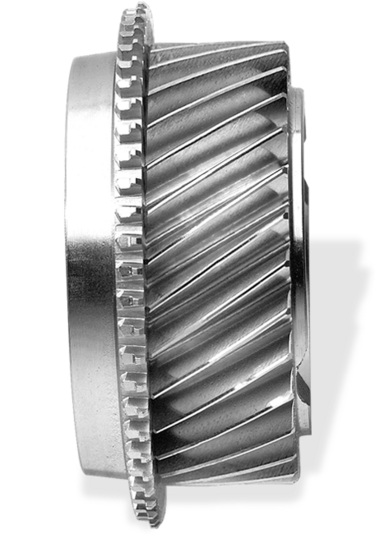
齿轮
使用 VL 平台的机床加工齿轮,四个关键操作依次进行: 齿轮一面 ( OP 10 ) 的车削和另一面 ( OP 20 ) 的车削分别在 VL 2 上进行,然后在 VLC 200 H上用滚刀进行齿轮滚齿加工(OP 30),而零件最后的倒棱在 VLC 100 C ( OP 40 ) 上进行。…

传动齿轮(电动自行车)
无论是塑料还是金属材质,埃马克解决方案可以制造各种类型的传动齿轮。埃马克所掌握的工艺技术范围十分广泛,因此可提供从毛坯件到成品件的完整工艺链。
- 车削
机床:VL 1 TWIN / VL 3 DUO - 滚齿
机床:HLC 150 H - 内径磨削
机床:VLC 200 GT

Planetary Gears

链轮
通过将不同的切削加工工序整合到同一机床和一次装夹中,为节省加工时间提供了巨大潜能。因此在加工直径达100 mm的盘类件(如:传动齿轮、凸轮环、链轮、泵环和单凸轮)时,在达到高品质加工结果的同时,还能够节约大量时间。

波发生器
波发生器是谐波驱动齿轮箱的输入部件。它由薄壁轴承结构(外圈弹性,内圈固定在椭圆凸轮上)组成,并通过椭圆轮廓确定柔轮的正向变形。因此,形状和位置公差要求在 µm 范围内;典型图纸要求,除其他外,椭圆曲线与基准内径或基准外径的同心度/对称性,以及轮廓公差 ≤ 3 µm - 在一次装夹操作中完成,以避免基准误差。







{kind=link}