主菜单:
机床查找器
正确的机床,适用于 您的要求
支持与协助
技术服务热线
服务网络
埃马克服务网络
您好,有什么可以帮您的吗?
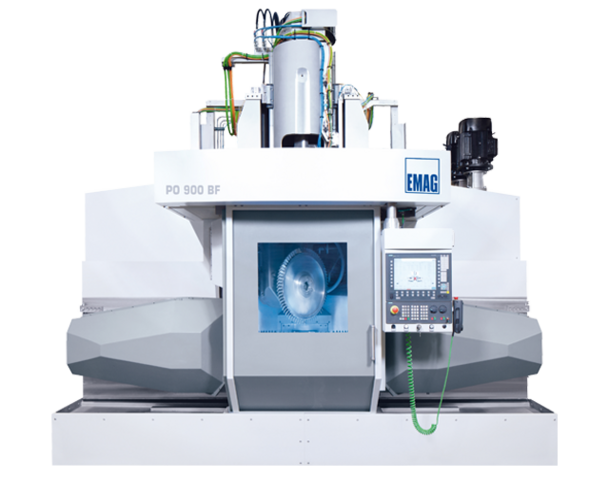
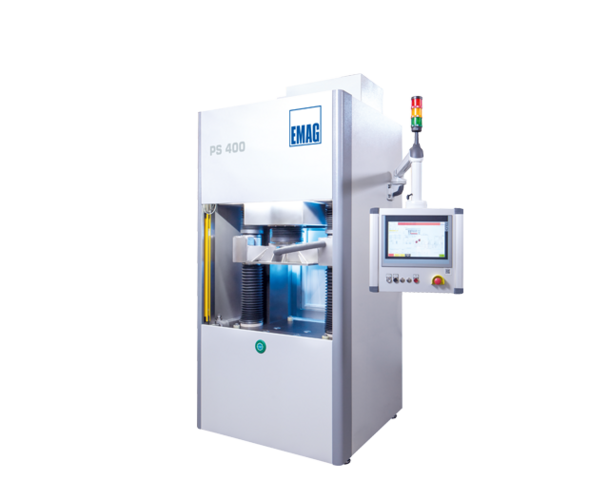
埃马克 ECM 通过电解加工(ECM)技术和系统进行硬质材料的加工和关键零部件的无残留生产。用于加工发动机部件(如整体叶盘)的机床生产率明显提高。
精密 电化学加工机床
(5) 款机床已找到
Media Center
在埃马克的工作机会
埃马克的可持续发展







{kind=link}