
Unrundschleifen – höchste Präzision für unrunde Geometrien
Das Unrundschleifen mit CBN-Schleiftechnologie ermöglicht die hochpräzise Bearbeitung von Nocken, Nockenwellen, Pumpenringen und weiteren Werkstücken mit unrunden Geometrien.
Unrundschleifen von Nocken, Nockenwellen, Nockenstücken und Pumpenringen durch den Einsatz von CBN-Schleifscheiben
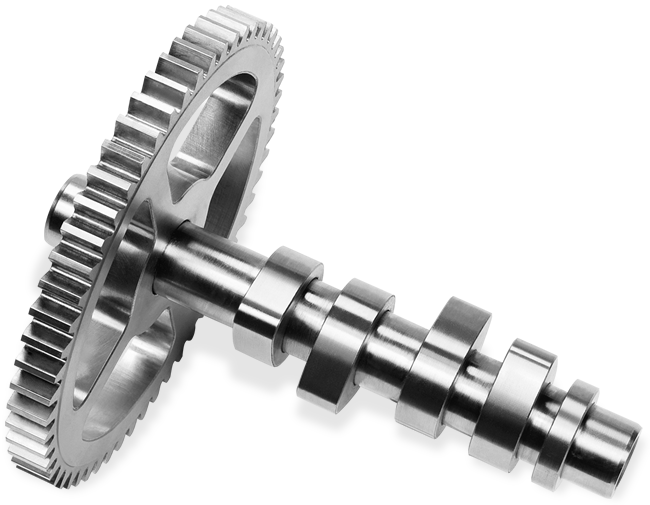
Am Beispiel der Nockenwelle wird deutlich, dass auch unrunde Werkstücke im Fertigungsprozess bearbeitet werden müssen. Anders als beim Rundschleifen, bei dem eine perfekte runde Form erreicht werden soll, muss beim Unrundschleifen die definierte unrunde Form erhalten und durch den Schleifprozess die endgültige Oberflächengüte erreicht werden.
Unrunde wellenförmige Bauteile sind beispielsweise Nockenwellen, Kurvenscheiben und Pumpenwellen. Die verschiedenen Fertigungsaufgaben stellen auch sehr unterschiedliche Anforderungen an das Maschinenkonzept. Aber selbst für die Bearbeitung eines eng umrissenen Aufgabengebietes wie beispielsweise das Schleifen von PKW-Nockenwellen gilt, dass sich die Marktanforderungen nicht mit einem einzigen Maschinenkonzept erfüllen lassen. Für die Unrundbearbeitung ist daher ein modulares Maschinen- und Technologiekonzept unabdingbar. Der Einsatz mehrerer Schleifspindeln zum Vor- und Fertigschleifen oder für die Komplettbearbeitung kann ebenso gefordert sein wie eine Zweischlittenschleifmaschine zur Simultanbearbeitung beziehungsweise dem Synchro-Stützschleifen.
CBN-Schleiftechnologie für die Unrundbearbeitung
Der Einsatz von CBN ist beim Unrundschleifen Stand der Technik. Die Produktivitätssteigerung wird zukünftig über eine weitere Erhöhung der Schnittgeschwindigkeit erzielt. Für Bauteile, die ein geringes Schleifaufmaß und eine hohe Labilität aufweisen, wie beispielsweise gebaute Nockenwellen, müssen Schleifsysteme entwickelt werden, die deutlich geringere Schleifkräfte erzeugen. Steigende und sich ändernde Marktanforderungen werden auch in der Zukunft Treiber für Innovationen im Bereich der Unrundschleiftechnik sein.
Um die unterschiedlichen Anforderungen an Schleifmaschinen und Bearbeitungsprozesse erfüllen zu können, bietet EMAG einen umfangreichen Baukasten mit Technologiemodulen und Maschinen, die optimal an die jeweilige Produktionssituation angepasst werden (siehe unten).
Anwendungsbeispiele
Die Nockenwellenbearbeitung ist das typische Beispiel für das Unrundschleifen. Bei einem realisierten Turn-Key-Projekt beispielsweise werden vier Doppelnocken bei manueller Beladung geschliffen. Die schleiftechnische Herausforderung an dieser Operation ist das Schruppen von bis zu 3 mm Aufmaß und das Schlichten mit nur einem einzigen Schleifwerkzeug. Die konträren Anforderungen konnten mit einer keramisch gebundenen CBN-Schleifscheibe erfüllt werden.
Ein weiteres Beispiel ist die Komplettbearbeitung von Nockenwellen für Nutzfahrzeuge: In einer Aufspannung werden zwölf Steuernocken, sechs Pumpennocken, sieben Lagerstellen, das Passlager und die Enden mit Konus und Schulter bearbeitet. Da beim Schleifen von gehärteten Wellen häufig Eigenspannungen frei werden und das Nockenschleifen Einfluss auf den Rundlauf der Lagerstellen besitzt, kann die zeichnungsgerechte Fertigung nicht in einem einstufigen Prozess durchgeführt werden. Die Bearbeitung in einer Aufspannung ist hier häufig der beste Weg, um die geforderte Qualität zu erreichen.








Werkstücke
Für jedes Werkstück die richtige Fertigungslösung

Blisk
Bauteile im Inneren eines Triebwerks werden extrem belastet und werden daher aus sehr harten Werkstoffen hergestellt. So bestehen z.B. Blisk (Blade Integrated Disk) häufig aus Superlegierungen aus…
Nocke
Gebaute Nockenwelle (Fügen)
Die Präzisionsfertigung von Nockenwellen stellt hohe Anforderungen an die Produktion. Das von EMAG angebotene thermische Fügeverfahren kombiniert Flexibilität und Produktivität; den konstruktiven und…

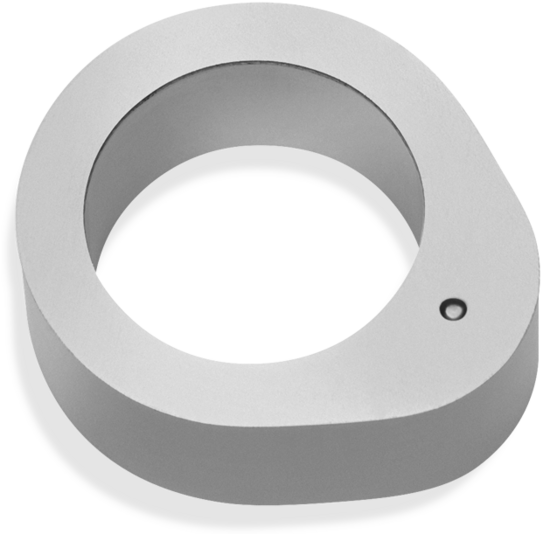
Pumpenring
Ob runde oder unrunde Werkstücke oder auch Freiformflächen, mit der SK 204 lassen sich sowohl Innen- als auch Außenbearbeitungen von Pumpenringen durchführen: Unrundschleifen, Rundschleifen (innen und…


Maschinen für Ihre Anforderungen
(4) Maschinen gefunden
![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/_processed_/1/c/csm_sn-208_preview_b03969a2a6.png "[Translate to Deutsch (1):]")
![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/_processed_/9/b/csm_sn-320_preview_38ef397149.png "[Translate to Deutsch (1):]")
![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/_processed_/3/7/csm_vg-110_preview_267e104271.png "[Translate to Deutsch (1):]")


