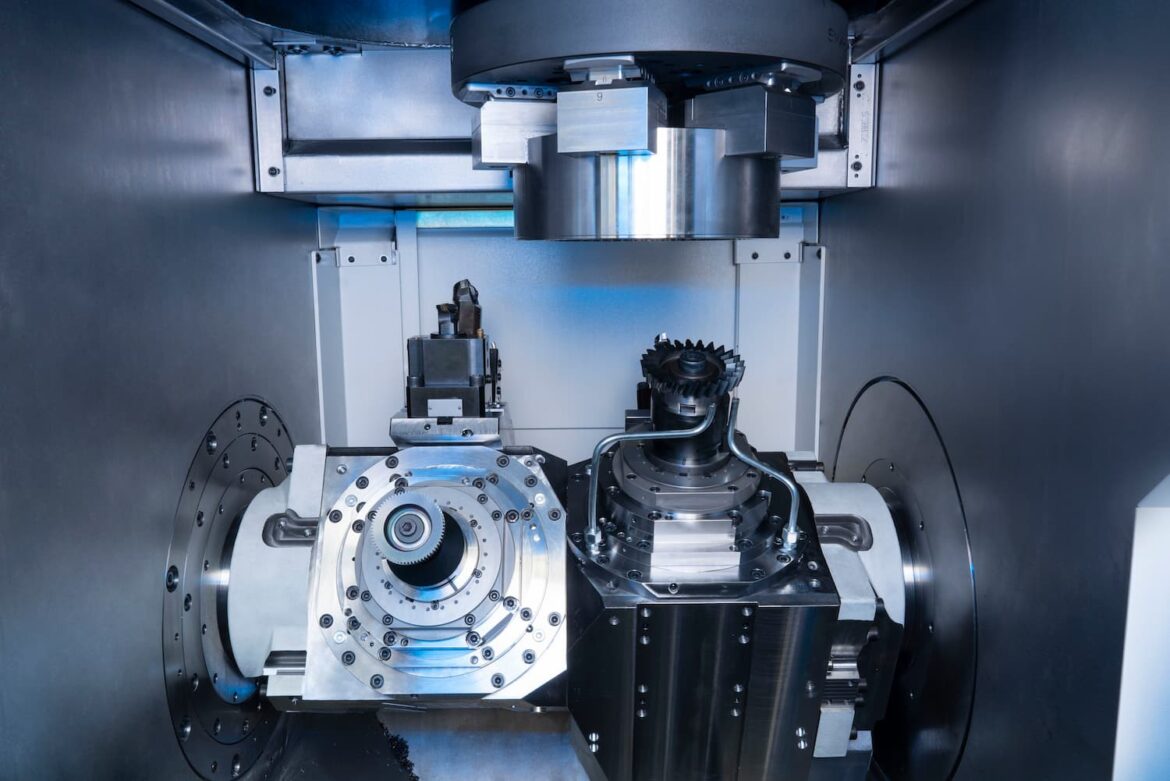
Faster than shaping, more flexible than hobbing and broaching – in this context, power skiving is a highly effective alternative for gear production. With the new VSC 400 PS machine, EMAG puts the crown on this approach by providing up to four power skiving tools and six turning tools, ensuring highly effective combination machining. And, its operation is simple. A conversation with Daniel Nille, Head of Technology Development at EMAG Maschinenfabrik, discusses the possibilities of this approach and the potential returns of investment.