The production of steering pinions poses a particular challenge in the modern automotive industry. These precision gear components are indispensable parts of steering systems and must meet the highest quality standards while also being produced economically in large quantities. The combination of required dimensional accuracy, surface finish, and process stability demands specialized manufacturing solutions.
In this interview, Konstantin Ungefuk, Head of the Gear Cutting Soft Business Unit at EMAG, explains the complex process chain involved in machining steering pinions. He provides detailed insights into every machining step – from turning the raw-parts to soft-state gear hobbing, precision grinding of the bearing seats after hardening, and the final skiving of the hardened tooth profiles.
Mr. Ungefuk, steering pinions are key components of modern steering systems. What specific challenges do these components pose for manufacturing?

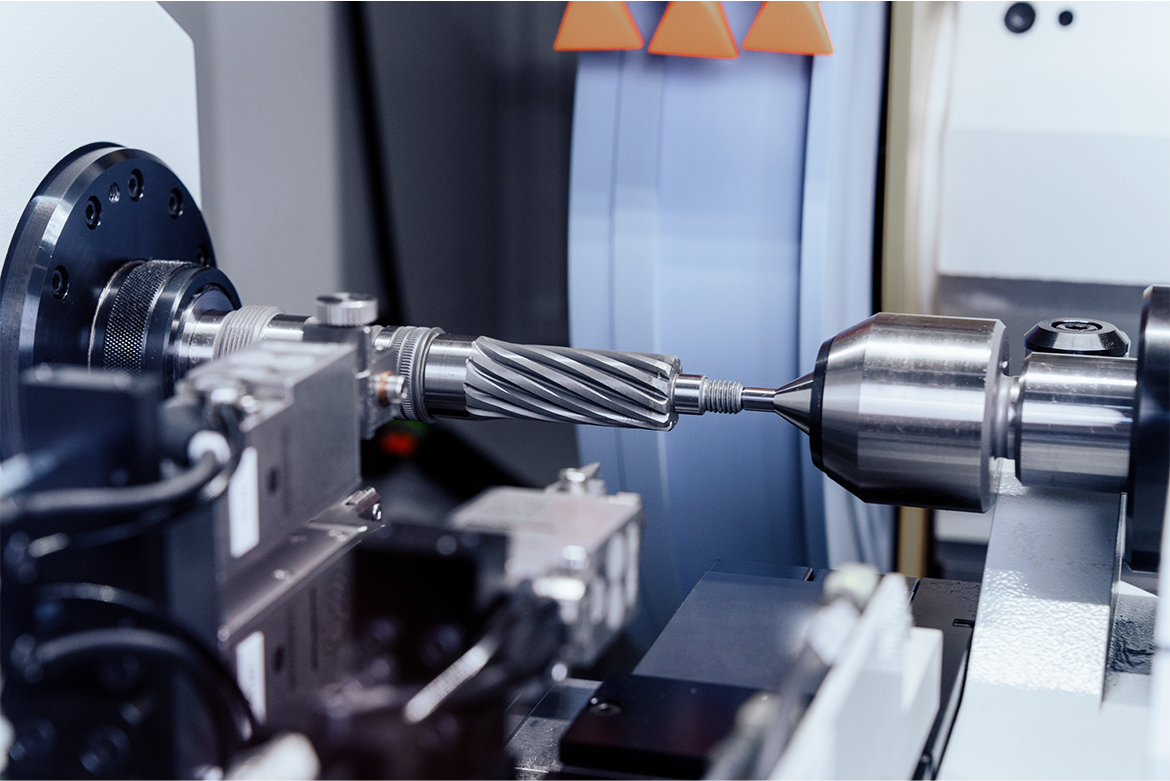
Skiving to achieve the final surface quality and dimensional accuracy of steering pinions.
Steering pinions perform a critical function in the vehicle, as they must transmit the steering movement with precision to the steering gear. The challenge lies in the combination of high production volumes and, at the same time, extremely tight tolerances. We are talking here about components that must be manufactured in the soft state according to DIN 7-8 and in the hardened state according to DIN 7. This requires a well-designed process chain that ensures both precision and cost-effectiveness.
Could you give us an overview of the entire process chain?
Our process chain for steering pinions comprises four main steps: First comes the rough machining of the blanks via turning, during which we perform the initial machining of forged parts made of 14NiCr14. The second step is gear hobbing prior to hardening on our K 160 machine, during which the tooth profiles are formed in the soft state. During soft machining, the bearing seats and tooth flanks are machined with an allowance for hard machining. This is followed by hardening – either by case hardening or induction hardening – and the precision grinding of the bearing seats on the WPG 7 to compensate for hardening-induced distortions. Finally, the hardened tooth profiles are brought to final quality by skiving , again on the K 160.

The complete process chain from turning to the toothed steering pinion.
Let’s start with the first step. Which parameters are particularly critical during the machining of the blank?
When turning the raw parts, we place particular emphasis on adhering to concentricity and parallelism tolerances. These are crucial for the subsequent gear quality. We perform machining of the basic geometry, the bearing seats, and the end faces with high precision, as any deviation would propagate into the subsequent process steps. The 14NiCr14 material offers good machinability in the soft state here and, at the same time, the necessary strength properties after hardening.
Precision grinding of the bearing seats of a steering pinion after the hardening process on the WPG 7.
Let’s move on to gear hobbing before hardening. What makes the K 160 gear hobbing machine particularly suitable for this process step?
The K 160 was specifically designed for high-productivity applications such as steering gear gear cutting. A key feature is its high dynamic performance with hob speeds of up to 12,000 rpm, which enables short machining times. For gear cutting in the soft state, we use shaft-type hobbing cutters that are optimally designed for the maximum shift travel of 160 mm. This enables economical use of the tools over their entire service life.
Another decisive factor is automation: The K 160 is equipped with a gantry loader and a dual-rotation gripper that feeds the workpieces in the correct orientation in just a few seconds. This automation significantly reduces non-productive time and increases process reliability, as errors in manual handling are eliminated.

The EMAG K 160 enables cycle times of less than 30 seconds for gear cutting of steering pinions.
Hardening follows gear hobbing. What types of distortion typically occur, and how are they compensated for?
During hardening – whether by case hardening or induction hardening – distortions in the workpiece are inevitable due to the heat treatment. These distortions lead to deviations in the bearing seats and in the gear tooth geometry. To correct the distortions in the bearing seats, we rely on precision grinding with the WPG 7. We achieve the required quality of the hardened tooth profiles through skiving on the K 160.
The WPG 7 is equipped with high-precision position measurement systems on the X and Z axes and features a thermally stable base body that ensures constant conditions even during continuous operation. Depending on requirements, the workpiece spindle can be equipped with a stationary or rotating tip (MK4 or W20), offering flexibility for various steering pinion geometries. The machine is optimally designed for workpieces up to 250 mm in length and weighing a maximum of 30 kg.

The compact WPG 7 corrects hardening-induced distortions on the bearing seats of the steering pinions with micrometer precision.
What role does in-process measurement play in this step?
In-process measurement is a crucial factor for quality assurance. It enables continuous monitoring of the grinding operation without interrupting the machining process. This allows us to immediately detect and correct deviations before defective components are produced. This is particularly important for the bearing seats, as their precision directly influences the smoothness of operation and service life of the steering pinions. The integration of the linear gantry for loading and unloading also minimizes downtime and contributes to cost-effectiveness.
The final step is the skiving of the hardened tooth profiles. What technical considerations must be taken into account here?
Skiving in the hardened state is a high-precision process that places special demands on the machine and tool. We use the K 160 again here, but with parameters adapted for hard machining. The machine must be extremely rigid to absorb the higher cutting forces while simultaneously offering the highest positioning accuracy.
The cutting speed and tool profile design are crucial for cost-effectiveness. By correctly combining these parameters, we achieve cycle times of less than 30 seconds per workpiece – depending on the number of teeth and workpiece geometry. Skiving not only corrects the distortions caused by hardening but also ensures the desired surface quality, which is essential for optimal running performance of the steering pinions. In this case, skiving replaces the cost-intensive gear generating grinding process.

High-precision finishing of a hardened steering pinion by skiving to achieve gear quality DIN 7.
How do you ensure process reliability throughout the entire process chain?
For us, process reliability begins with a well-thought-out machine design. Both machines used – the K 160 and the WPG 7 – feature thermostable base bodies that minimize temperature fluctuations during operation. The integrated position check during workpiece feeding ensures that each component is correctly positioned before machining begins.
Another important aspect is the automated loading and unloading, which contribute to process reliability by minimizing human error and ensuring consistent conditions – a crucial factor in high-volume production.
Thank you very much for the interview.