Since its founding 60 years ago, PENN GmbH has grown from a small forge into an internationally active specialist in sophisticated metal processing. In this interview, Managing Director Gernot Penn shares insights into the company’s development, its production processes and its cooperation with machine manufacturer EMAG.
Mr. Penn, PENN GmbH was founded in 1965 and has undergone numerous developments since then. Can you give us an overview of the most important milestones in your company’s history?
The company was established in its current form by my parents, Rudolf and Gerlinde Penn, in 1965. My father had just graduated from the toolmaking school in Waidhofen and decided to continue his parents’ business. At the time, it was a small hammer and tool forge. They produced traditional fittings for horses and agricultural tools in small and very small batches for local farmers. My father used his knowledge from school and began automating the previously hand-forged components by developing dies and progressive dies. What started with just two employees – my father and my mother – grew into a small metalworking company with around 20 employees by 1987, producing parts for the agricultural and construction industries. One of our first major contracts was manufacturing folding spades for the Austrian army. A turning point came in 1987, when my parents took over an insolvent forging company in the Krems area, which had 60 employees. Our workforce grew to 80. That plant was already producing many components for the construction industry, including one of our main customers today in the field of concrete formwork technology.
When the Czech Republic opened up to the East in 1989, another opportunity emerged. My father was one of the first Austrian entrepreneurs to operate in the Czech Republic. Initially there was a customer-supplier relationship, but we were soon offered a stake in the state-owned company. After intensive negotiations, we became the majority shareholder with over 50 percent and took over a company with 800 employees at the time. The location in the Czech Republic also brought me into contact with the automotive industry for the first time. German car manufacturers were seeking suppliers in Eastern Europe, and my father began working with major German automotive suppliers like ZF. In 2007, we made further investments in Austria and opened the Stratzdorf site. A core investment there was our Hatebur forging plant for producing rotationally symmetrical forged parts in large series. This facility now produces up to 70 parts per minute for the construction and automotive industries.

PENN GmbH’s Stratzdorf site will consolidate all Austrian production operations by 2028. As part of its strategic expansion, the company plans to merge its three Austrian locations here—streamlining operations and boosting efficiency.
Vertical integration seems to be an important factor for your company. Could you explain which processes you cover?
The vertical integration is what really sets PENN apart. We see ourselves not just as a manufacturer of forged parts but as a problem solver for our customers. We bend, punch, press, weld, machine and assemble – delivering complete products for our customers. We manufacture ready-to-build parts for the construction industry and ready-to-install components for the automotive industry. This comprehensive vertical integration has evolved over the years. It can be costly. You need many specialists and must develop and retain deep in-house expertise. But it also provides stability. If one division underperforms, another often performs well. Diversification is very important to us.
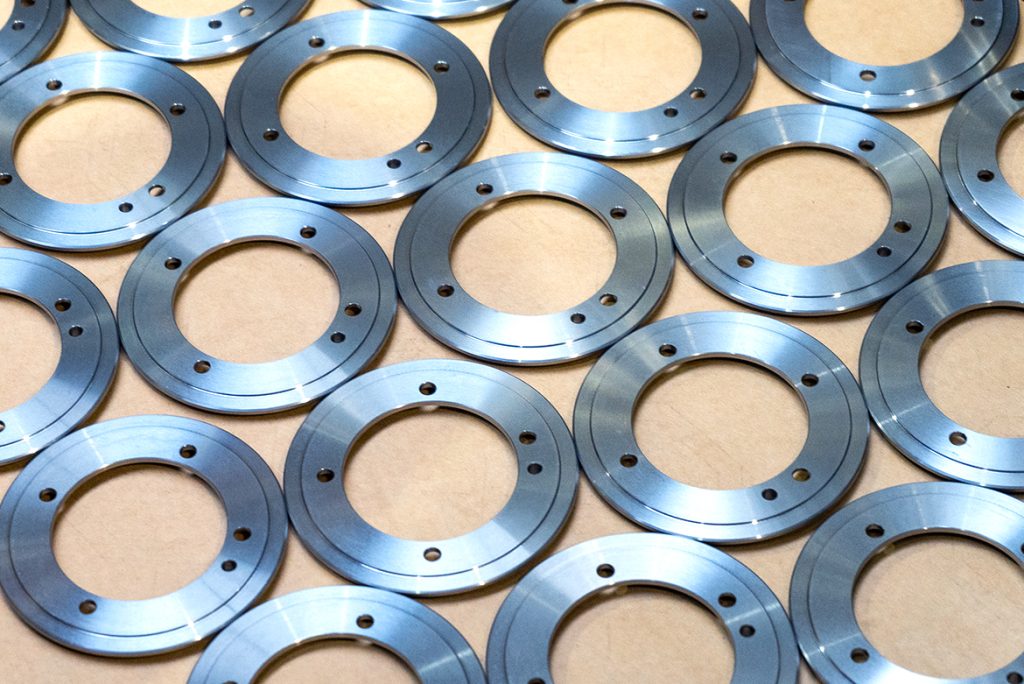
Finished rotationally symmetrical forgings for the automotive industry after machining on EMAG machines – ready for delivery. At PENN GmbH, these high-precision components pass through the entire process chain from forging to fine machining.
Toolmaking seems to play a central role in your company. How important is it for your success?
Toolmaking is one of our core competencies. We manufacture nearly all the components for our tools in-house – from forging tools to punching and bending tools, as well as clamping devices for our cutting machines. A key advantage is our ability to respond quickly, thanks to our in-house toolmaking. When launching new products or addressing production issues, we can react quickly and make adjustments. We also train our own specialists – machining technicians, toolmaking technicians, mechanical engineering technicians and mechatronics technicians. These trainees understand our company culture and often move into leadership roles. This is one of our secrets to success.
In-house toolmaking perfectly complements the production chain from forging production to precision machining and final assembly and underlines the Austrian company’s comprehensive technological expertise in international competition.
With over 700 employees at several locations, you operate internationally. How is the division of labour organized between the locations?
In the Czech Republic, we operate Moravske Kovarny (Mokov), a conventional forge and wholly owned subsidiary of PENN. There, we produce forgings weighing up to 15 kilograms, mainly for automotive steering and chassis, but also for the construction industry. We operate 23 forging lines there with press forces between 1,000 to 4,500 tons. In Austria, we also serve the automotive and construction industries. Here we forge rotationally symmetrical parts and machine them in-house. We also manufacture bent and stamped parts and complete welded assemblies for the construction industry. One product we’re especially proud of is our steel-forged vices – made entirely in Austria with full vertical integration. Currently, we operate three Austrian sites, which we plan to consolidate into one location by 2028. This will significantly boost our efficiency.
What role does automation play in your production process, especially in high-wage Austria?
Automation is absolutely critical. Germany and Austria are very similar in terms of wage costs and, in particular, non-wage labor costs. In order to be able to compete internationally, especially with low-wage countries, we need to implement smart automation solutions. We’re always under price pressure, and there are European countries where labor costs are just 30 percent of ours. We have to compensate for this difference with intelligent automation and high plant availability.

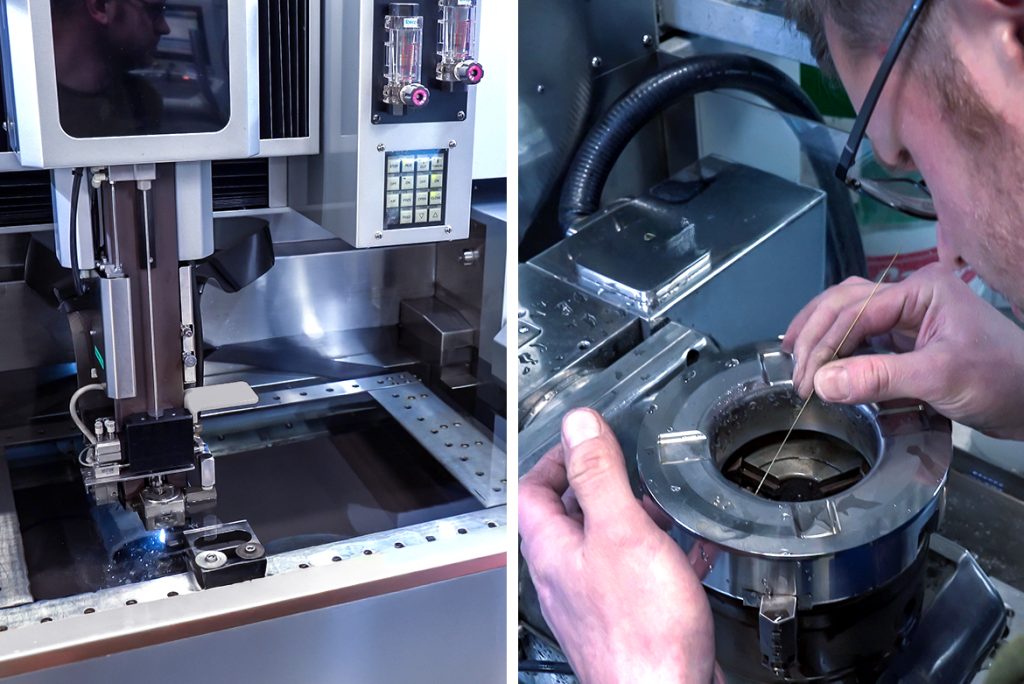
Automated EMAG production system: Consistent automation enables PENN to produce competitively even in the high-wage country of Austria. While the highly developed manufacturing systems carry out the majority of the machining processes autonomously, the skilled workers concentrate on quality assurance and process monitoring.
Let’s move on to the quantities in your production. What kind of volumes are you producing and how do you manage them?
We manufacture rotationally symmetrical forgings in medium and large series. Our forging machine produces up to 10 million forged parts per year at 70 parts per minute, operating two- to three shifts per day. Most of these forged parts are then machined in-house using our interlinked EMAG VL production systems, which run nearly continuously. We work in 20-shift operation for most of the year. With this production volume, machine availability and reliability are essential.
You have been working with EMAG since 2010 and now operate 43 spindles. How did this partnership begin?
We first connected with EMAG in 2010 and purchased our first machines in 2011. These were two interlinked VL 5i systems used for large-series production of rotationally symmetrical forged parts for the automotive industry. In 2014, we added VL 2 machines for gear blanks, and today we operate over 30 VL 2 machines. We’ve also invested in VL 2 DUO line machines with the TrackMotion system and VL 3 DUO machines. These systems enable us to perform complete OP 10/OP 20 machining, i.e. fully automated machining of both sides. The machines are also equipped with milling spindles and driven tools, enabling all processing steps to be completed in one system, with no further operations needed.

View of the production hall with various EMAG lathes, comprising a total of 43 spindles in the VL 2, VL 3 and VL 5 versions. This impressive machine park forms the technological backbone of PENN GmbH and is the result of over a decade of collaboration with EMAG, which began in 2010. Thanks to their vertical design, the machines enable a particularly compact footprint with maximum productivity.
What do you particularly appreciate about working with EMAG?
Over the years, EMAG and PENN have developed a strong partnership. EMAG understands our requirements for quality, availability and service. Their automation solutions consistently meet our expectations. As far as service: you can always find cheaper machines, but service is what makes the real difference. You have to consider lifecycle costs and the risk of inadequate support. EMAG’s service is excellent: short response times, highly-trained technicians, and smooth collaboration with our own maintenance technicians. That is the formula for success.
What do you expect from your employees to ensure high system availability?
Above all, we expect a strong focus on quality. The machine should do the actual work. The employee’s role is to monitor the output and quality produced. That’s why reliable machine operation is so crucial for our employees.
Let’s look to the future: What challenges do you see and how is PENN positioning itself in a changing market?
We’re currently navigating a challenging environment. High energy costs are a major issue, but we have adapted. One important realization is that we must continuously improve every day and manufacture rationally. There is no room for waste. As mentioned, we are planning to merge our three Austrian sites into one by 2028, which will drive further efficiencies. Looking to the future, we will continue to serve our customers in the construction and automotive industries. We are not closing our eyes to the market shifts – we’re staying open-minded. We are not focused solely on combustion engines or electromobility but are active in both areas. Today, we still supply the combustion engine market, but we already have customers in e-mobility. Our main sectors remain automotive and construction. In the automotive industry, we serve the truck and trailer sector, passenger car manufacturers (especially in combustion engines), and increasingly the e-mobility segment. Construction remains a strong pillar, particularly in concrete formwork technology.