
Rectificado no cilíndrico: suma precisión para geometrías excéntricas
El rectificado no cilíndrico con tecnología CBN permite mecanizar con alta precisión levas, árboles de levas, anillos para bombas y otras piezas de geometría excéntrica.
Rectificado no cilíndrico de levas, árboles de levas, componentes de levas y anillos para bombas mediante muelas de CBN
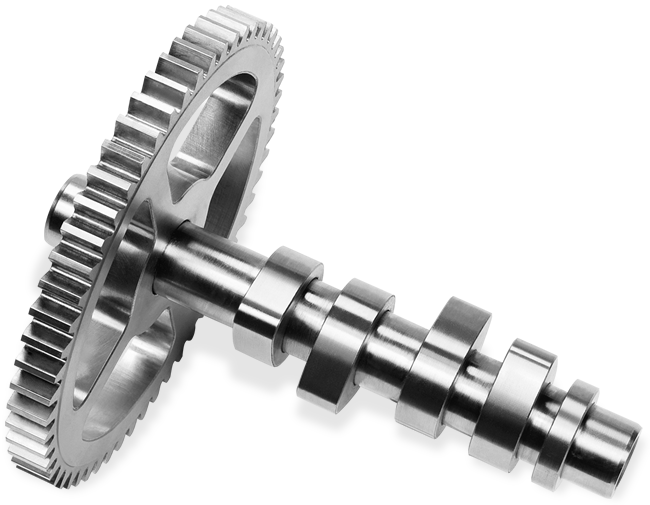
El ejemplo del árbol de levas demuestra claramente que en el proceso de fabricación también se deben mecanizar piezas excéntricas. A diferencia del rectificado cilíndrico, que sirve para lograr formas perfectamente concéntricas, en el rectificado no cilíndrico se trata de obtener una forma excéntrica definida y de conferirle la calidad final de acabado de superficie mediante el rectificado.
Los componentes excéntricos incluyen, entre otros, árboles de levas, levas y ejes de bombas. La diversidad de tareas de fabricación exige asimismo diferentes requisitos a la hora de concebir la máquina. Incluso un ámbito tan delimitado como es, por ejemplo, el rectificado de árboles de levas de automóviles de turismo, presenta tal variedad de requisitos del mercado que es imposible solventarlos con un solo concepto de máquina. Por tanto, en el rectificado no cilíndrico es imprescindible disponer de un concepto modular de máquina y tecnología. Puede ser necesario usar varios husillos portamuela para el desbaste y el acabado, o bien la fabricación completa puede requerir una máquina de dos carros para el mecanizado simultáneo o el rectificado con apoyo sincronizado.
Tecnología de CBN para mecanizado no cilíndrico
La tecnología actual en el rectificado no cilíndrico es el uso de muelas de CBN. Aplicando mayores velocidades de corte se prevé aumentar su productividad en el futuro. Para componentes con poca sobremedida de rectificado y cierta fragilidad, como es el caso de los árboles de levas compuestos, es necesario desarrollar sistemas que generen fuerzas de rectificado notablemente menores. Los cambiantes y cada vez mayores requisitos del mercado van a impulsar también en el futuro más innovaciones en el ámbito del rectificado no cilíndrico.
Para cumplir con los diversos requisitos que se exigen a las rectificadoras y los procesos de mecanizado, EMAG ofrece un amplio concepto modular con máquinas y componentes que pueden combinarse óptimamente según las circunstancias de producción (ver abajo).
Ejemplos de aplicación
El mecanizado excéntrico de árboles de levas es el ejemplo típico de rectificado no cilíndrico. En un proyecto llave en mano ya implementado se rectifican por ejemplo cuatro levas dobles mediante carga manual. El desafío técnico de esta operación es el desbaste con arranque de material hasta 3 mm de sobremedida y el rectificado de acabado, todo con una única muela. Los requisitos contrapuestos pudieron solventarse usando una muela de CBN con aglomerante cerámico.
Otro ejemplo es el mecanizado completo de árboles de levas para vehículos de carga: en una sola sujeción de pieza se mecanizan doce levas de control, seis levas de bomba, siete apoyos, el alojamiento del cojinete de empuje y los extremos con cono y talonado. En el rectificado de ejes endurecidos suelen liberarse tensiones internas de la pieza y el rectificado de las levas tiene efectos sobre la posible desviación radial en los apoyos, razones por las cuales no es posible lograr las medidas de los planos en un proceso de una sola etapa. En este contexto, el mecanizado en una única sujeción de la pieza es frecuentemente el mejor método para obtener la calidad requerida.

 mediante rectificado no cilíndrico")



 mediante rectificado no cilíndrico")


Piezas
Para cada pieza de trabajo la solución de fabricación correcta.

Blisk
Los componentes en el interior de un motor de aviación están sujetos a cargas extremas, por lo que se fabrican con materiales muy duros. Los blisks (Blade Integrated Disk o disco con álabes…
Leva
Árbol de levas compuesto (encastre)

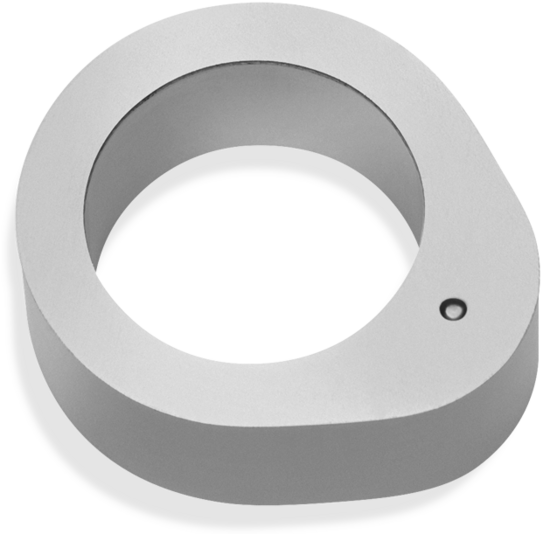
Anillo para bombas


Máquinas para sus necesidades
(4) máquinas encontradas
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/1/c/csm_sn-208_preview_b03969a2a6.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/9/b/csm_sn-320_preview_38ef397149.png "[Translate to Spanish (10):]")
![[Translate to Spanish (10):]](https://cdn.emag.com/fileadmin/_processed_/3/7/csm_vg-110_preview_267e104271.png "[Translate to Spanish (10):]")


