{kind=link}
Actually, the turret inside a machine tool bears little resemblance to the barrel of a firearm in purely visual terms. So where does this name come from? We explain this in the following “How it works” blog. The same applies to the questions of how the whole thing works in detail and who invented it. Incidentally, the latter has a lot to do with the history of EMAG.
1. What characterizes the turret in detail?
In principle, this technology is as simple to explain as it is effective. The design is usually similar to a larger disk with tool holders on the edge. Experts, therefore, also refer to it as a disc-type turret. If users want to use a different tooling process with their production center – for example, switching from turning to drilling – this wheel rotates a certain number of positions further to the tool in question. The key factor here is that the turret can accommodate both driven and non-driven tools. This opens up all kinds of possibilities and you can combine turning and milling, for example. When it comes to the details, however, things get a little more complicated. For example, turrets can also be equipped with a Y-axis so that the entire construction moves in the direction of the workpiece, which is important when machining particularly complex geometries. There are also so-called head turrets (an angular design for holding boring bars, for example) and crown turrets (similar to the disc-type turret with tool holders angled inwards).

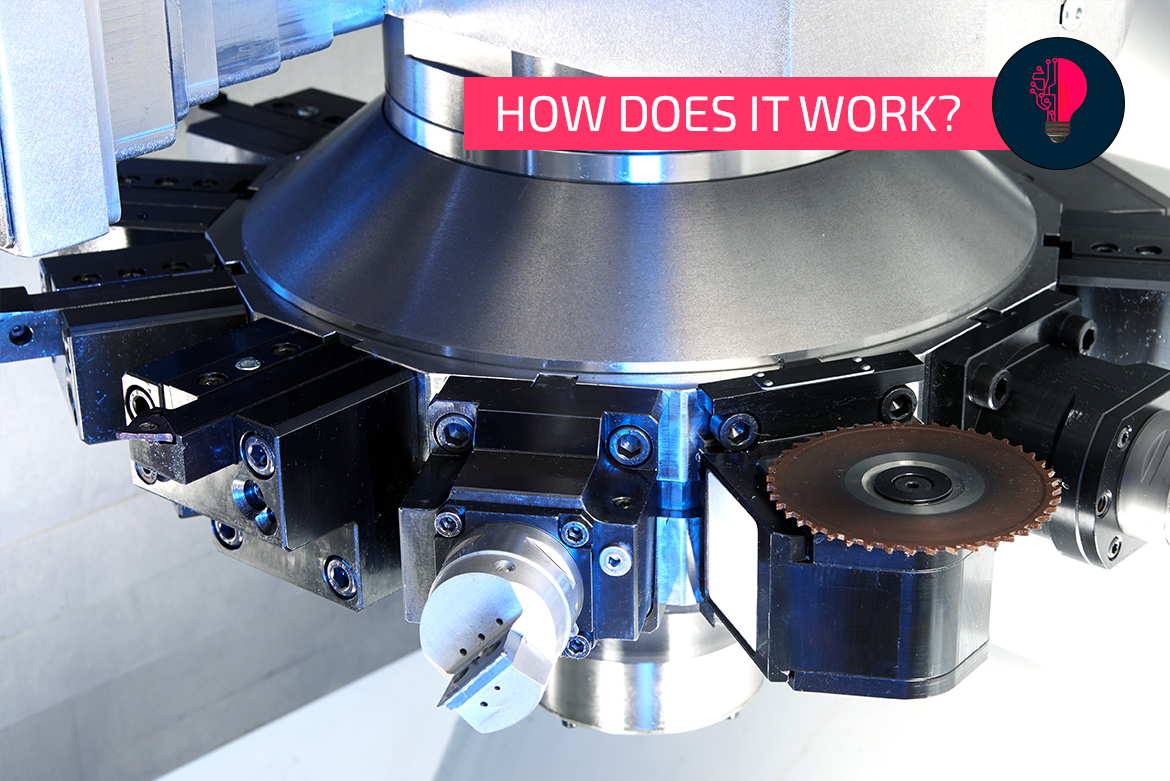
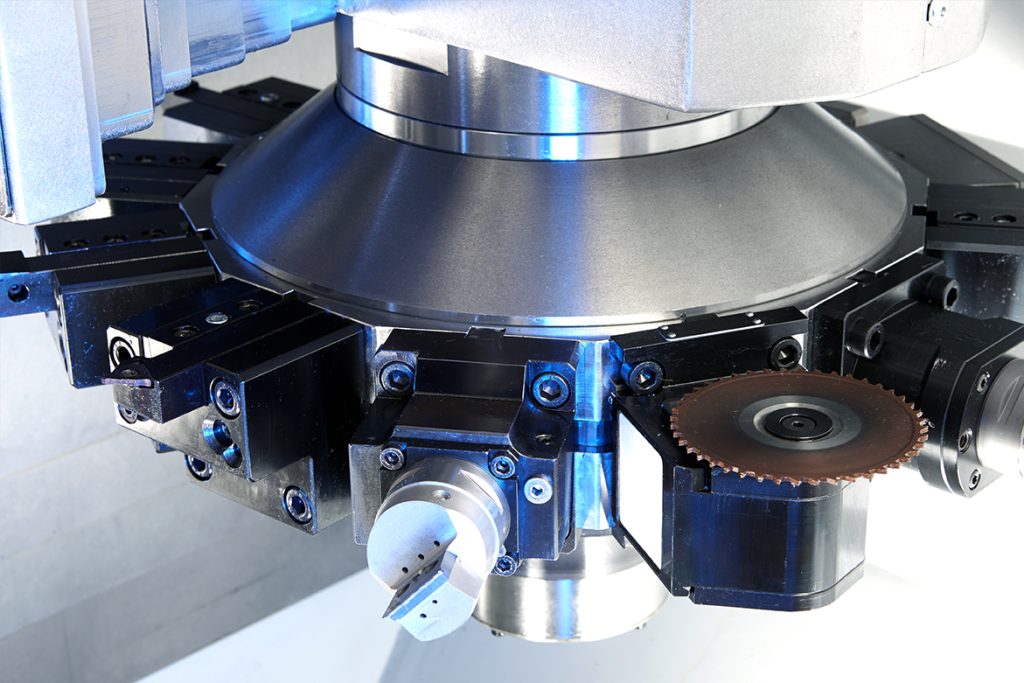
Turret in a VL machine from EMAG: Driven tools (such as the golden drill) and non-driven tools (the cutting plate in the foreground) can be easily distinguished.
2. Who invented it?
As with many inventions for industrial production, it is difficult to trace the origin of the turret back to a single person. Its design and development were gradual. As early as the 19th century, a whole series of companies had so-called “turret benches” in their product portfolios. Here, the tool slide contains a device that can be used to “switch on” various tools – whereby the whole thing is very similar to the cylinder of a revolver: a round block with holes on one side. This is the origin of the name.
3. What does this story have to do with EMAG?
There is a direct line from one of the first turret lathes to EMAG. We have to go back a little: In 1890, the inventor and industrialist Julius Wilhelm von Pittler designed a new model that could hold 18 tools and was frequently used in the production of bicycle hubs – just one of several innovations that helped his “Leipziger Werkzeugmaschinenfabrik AG vorm. W. v. Pittler” to growing success. He left the company as early as 1902, but this did not detract from its success . On the contrary, at the beginning of the Second World War in 1939, “Pittler” was the largest manufacturer of turret lathes in continental Europe. After the transformation into the state-owned “Volkseigener Betrieb Drehmaschinenwerk Leipzig” and a re-privatization to “Pittler-Tornos Werkzeugmaschinen GmbH Leipzig” after the end of the GDR, the company went bankrupt in 1999, and was subsequently taken over by EMAG.
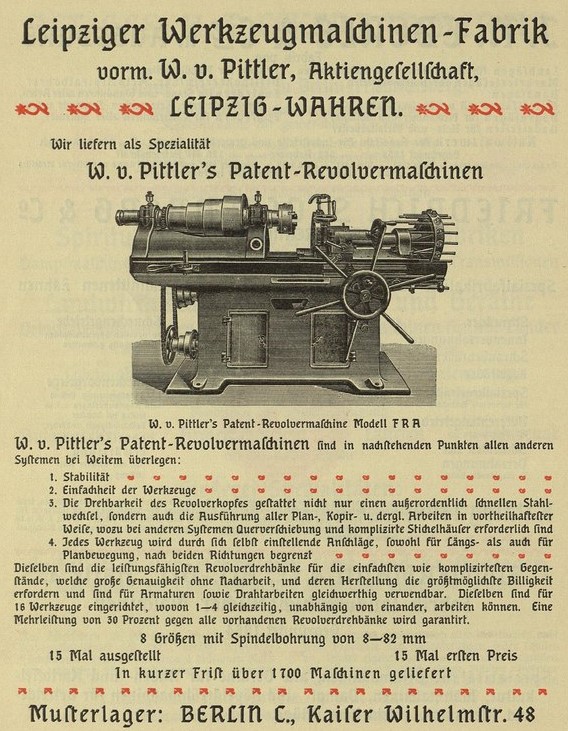
“Pittler’s Patent Machine Tool” with 16-fold turret was a great success.
Photo source: https://upload.wikimedia.org/wikipedia/commons/4/4b/Pittler_Revolvermaschinen_1900.jpg | Public domain, via Wikimedia Commons
4. Where is the whole thing heading?
Overall, it must be emphasized that turrets continue to play a central role in the design and development of modern production centers. The reason for this is simple: the more processes you can use (as quickly as possible in succession) on a complex component, the shorter the production process. And, short cycle times are usually synonymous with lower unit production costs. However, this also leads to a number of technological challenges. For example, many turrets are equipped with a torque motor (direct drive) for a fast and no-wear swivel movement. In addition, many machine manufacturers integrate the system into the machine base, resulting in short lever arms and repeat accuracy. Equally interesting, robot solutions are now sometimes used to change the tools in the turret.
The turret in the VT shaft machining centers from EMAG has twelve tool positions, one of which is occupied by the workpiece gripper. The raw/finished parts are transported into the machine via the workpiece gripper in the turret and removed again after machining.
5. Are there any disadvantages?
First of all, it is obvious that the tools used can only have a certain length – after all, each machine has a maximum turret swing radius diameter. All tool projections must be within this radius, otherwise collisions would occur during the tool change process. In addition, users should pay attention to the shortest possible lengths, especially with driven tools, as this increases the stability of the system. In general, turrets require more programming and adjustment, but this is self-explanatory given the larger number of tools.
6. What are the advantages of the EMAG turret?
The EMAG turret is equipped with a direct drive for the swivel movement and enables a fast turret swivel time of 0.3 seconds. Thermal stability is ensured by an ambient temperature-controlled cooling system. The turret offers space for twelve tools, optionally VDI/BMT, and driven tools can be used in all tool stations.