In small chucked component production, demands for precision and cost-effectiveness are on the rise. Gear wheels, planetary gears, sprockets, cam rings, pump rings, individual cams, or shaft generators must be precisely finished after hardening. Tight dimensional and geometric tolerances, stable positional relationships, and defined surface qualities are required for high-volume production.
The VL 100 GT from EMAG is designed for this task. The vertical turning and grinding center combines hard turning and grinding in a single machine and enables high-precision finishing of small chucked components up to 100 millimeters in diameter in a single setup. This reduces reclamping errors, shortens process times, and achieves the required surface quality.
Precision After Hardening: The Critical Manufacturing Step
After hardening, components can warp or have dimensional deviations. Finishing must correct these deviations while producing the required functional surfaces. Workpieces with multiple relevant geometries are particularly challenging: bores, end faces, O/D (Outer Diameter), running surfaces, or out-of-round contours must be individually precise and precisely aligned with one another at the same time.
For high-volume production, any instability in the process directly impacts scrap rates, rework, and unit production costs. Machine accuracy and stability are critical for the entire process chain.

The VL 100 GT combines hard turning and grinding in a compact vertical machine. The integrated pick-up automation helps minimize non-cutting times.
How does the VL 100 GT combine hard turning and grinding?
The VL 100 GT leverages the strengths of both processes. Surfaces that can be turned cost-effectively are hard-turned. High-precision functional surfaces are then subjected to grinding. The workpiece remains in the same setup throughout the process.
The typical process flow:
- Automatic loading via the pick-up spindle
- Hard turning of suitable surfaces, such as end faces, chamfers, or free-running edges
- Grinding of precision geometries such as bores, O/D (Outer Diameter), or running surfaces
- Integrated quality inspection with a measuring probe
- Automatic unloading of the finished part
Hard turning reduces the grinding allowance to just a few micrometers. The grinding wheel then performs the final finishing. This shortens grinding time, reduces tool wear, and ensures consistent surface quality.
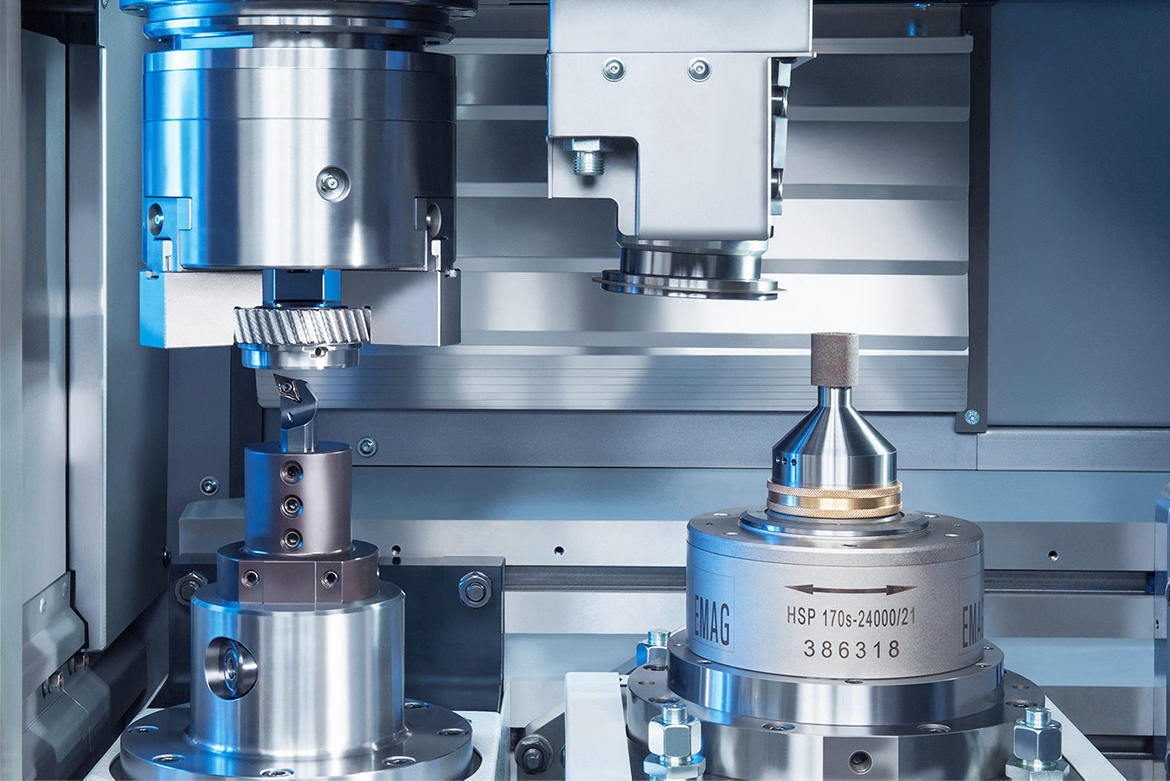
Work area of the VL 100 GT with tool stations for hard turning and grinding. The combination of both processes enables precision machining without re-clamping.
Machining in a single setup
Single-setup machining is a key quality factor. In traditional process chains, the workpiece is transported between multiple machines and re-clamped each time. Each clamping operation can cause positional errors.
On the VL 100 GT, hard turning, grinding, and measurement are performed in a continuous process sequence. Ensuring precision in maintaining positional relationships – such as the bore relative to the end faces or the O/D relative to the bore—for accuracy.
| Benefit | Impact on Production |
| No need to re-clamp between turning and grinding processes | Higher positional accuracy |
| Less handling | Shorter lead time |
| Minimal grinding allowance | Less grinding wheel wear |
| Integrated measurement | Quality inspection without separate handling |
| Combination machining | Lower unit production costs with consistent quality |
Vertical design for consistent chip and grinding slurry drainage
The vertical design supports clean and stable fine machining. Chips and grinding slurry use gravity to fall downward and out of the work area. Resulting in fewer deposits on the workpiece, chuck, or guide surfaces.
Additionally, the vertical pick-up design enables a compact machine layout. The main spindle picks up the workpiece directly from the integrated conveyor belt, guides it into the work area, and sets it down again after machining. Separate loading robots or gantry loaders typically are not required.
With a footprint of approximately 9.6 square meters, the machine is suitable for compact production lines and for multi-machine operation.
Typical workpieces for the VL 100 GT
The machine is designed for small- to large-volume production of hardened chucked components with workpiece dia. up to 100 millimeters. Typical workpieces include:
- Gear wheels and planetary gears
- Sprockets and sprocket carriers
- Cam rings and cam discs
- Pump rings and impellers
- Individual cams and cam elements
- Shaft generators for tension shaft gearboxes
All of these components require reliable precision machining after hardening, with high dimensional accuracy and a defined surface quality.

The VL 100 GT is suitable for the finishing of small chucked components such as planetary gears, cam rings, cam and pump components, and shaft generators.
Flexible work area for various process sequences
The work area of the VL 100 GT is freely configurable. The machine is adaptable to the specific range of workpieces—from pure grinding to complete combination machining.
Possible modules include:
- Internal grinding spindle for precision bores
- External grinding spindle for cylindrical surfaces, flat shoulders, and contours
- Solid steel holder for hard turning operations
- Dressing system for stable grinding processes
- Measuring probe for in-process and final measurements
This enables a variety of process options: pure internal grinding, external grinding, double internal grinding, or a combination of hard turning, internal grinding, and external grinding.

Work area of the VL 100 GT for combined turning and grinding operations. The machine enables the precision machining of small chucked components in a single setup.
Precision machining of out-of-round contours
For out-of-round contours, the dynamics of the axes are crucial. The current generation of the VL 100 GT features a linear motor drive on the X-axis. This enables cam profiles, cam rings, cam discs, or eccentric surfaces to be machined with high precision.
The linear motor enables fast and precise movements without backlash. This significantly expands the range of workpieces that can be machined, particularly for components with complex functional contours.

Work area of the VL 100 GT with an external grinding spindle for out-of-round cam geometries. This configuration supports precision contouring in fine machining.
What grinding technologies are used?
Depending on the material, hardness, and quality requirements, different abrasives can be used. These include ceramic-bonded corundum wheels, electroplated grinding wheels, and ceramic-bonded CBN grinding wheels.
CBN is particularly suitable for the series production of hardened workpieces. Since the grinding allowance after hard turning is small, the grinding wheel can be specifically designed to achieve the final quality. In suitable applications, surface roughness values in the range of Rz < 1.2 µm as well as twist-free surfaces are possible.
Process Monitoring and Integrated Measurement Technology
To ensure stable grinding processes, the VL 100 GT is equipped with grinding sensors and measurement technology. A structure-borne sound system supports contact detection between the grinding wheel and the workpiece, as well as between the dressing roller and the grinding wheel.
Adaptive process control can adjust the feed rate to the current machining conditions. The integrated measuring probe is located in a protected position between the work area and the pick-up station. Measurements are taken before, during, or after machining without having to unclamp the workpiece.

The integrated measuring probe checks the machining results directly in the VL 100 GT. This allows the quality of out-of-round geometries to be monitored without separate handling.