유성 기어박스 – 휴머노이드 로봇용 유성 기어 제조
휴머노이드 로봇 공학에서 유성 (플래너터리) 기어의 중요성
현재의 휴머노이드 로봇은 주요 관절에 분산된 최소 14개의 회전 액추에이터가 필요합니다. 복잡한 팔 동작을 위해 양쪽 어깨 부위에 각각 3개, 팔꿈치 관절에 각각 1개, 회전 및 측면 기울기를 위해 엉덩이 부위에 2개, 그리고 다리의 무릎 관절에 추가적인 유닛이 배치됩니다. 손의 정교한 운동 능력과 더 복잡한 발목 관절을 향한 설계 및 개발이 진행됨에 따라 이 수치는 지속적으로 증가하고 있습니다.

기술적 특성: 유성 기어
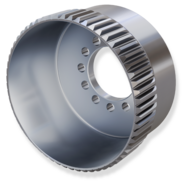
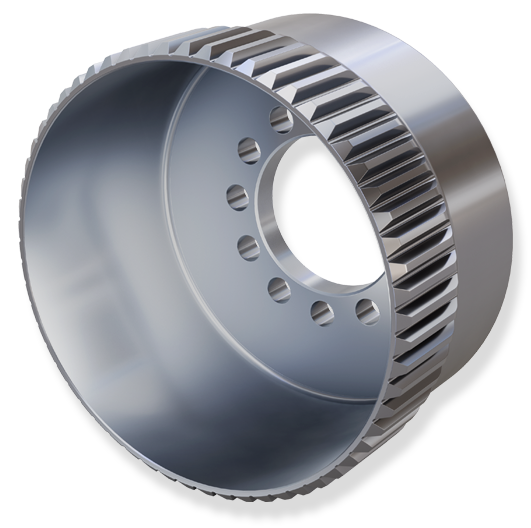
유성 (플래너터리) 기어의 작동 원리는 여러 개의 유성 기어가 중앙의 태양 휠 주위를 회전하며, 동시에 외부의 링기어와 맞물리는 방식에 기반합니다. 이러한 배열은 콤팩트한 구조를 가능하게 하면서도, 동시에 맞물려 있는 여러 톱니면을 통해 탁월한 하중 분배를 제공합니다. 그 결과 높은 토오크 대 크기 비율이 실현되어, 유한한 설치 공간이 주어진 응용 분야에 유성 (플래너터리) 기어박스가 이상적입니다. 또한 대칭적인 배열은 내재적인 균형을 보장하여 진동을 최소화하고 전체 회전수 범위에서 균일한 구동을 보장합니다.
 기어박스의 구조")
플래닛 기어박스는 콤팩트한 크기와 높은 내하중을 제공하지만, 하모닉 드라이브나 사이클로이드 기어박스에 비해 단단 기어비만 가능하다는 한계가 있습니다. 예를 들어 100:1과 같은 높은 총 감속비를 달성하려면 다단 구성이 필요하며, 이는 전달 정확도와 위치 결정 정밀도 측면에서 추가적인 복잡성을 수반합니다. 따라서 유성 기어박스는 높은 하중 용량을 필요로 하는 적당한 감속비가 요구되는 응용 분야, 즉 대형 관절 액추에이터나 하모닉 드라이브의 하중 용량이 충분하지 않은 응용 분야에 최적입니다.
휴머노이드 로봇의 그리퍼 손은 특히 흥미로운 응용 사례입니다. 이러한 콤팩트한 메커니즘은 조작 작업에 필요한 정밀한 운동 능력을 구현하기 위해 중공축 모터나 볼 스크류와 결합된 소형 유성 (플래너터리) 기어를 자주 사용합니다.

열처리 후 열후 가공
- 내경 연마 (UG/VLC GT): 내경 및 양면의 열후 가공은 후속 치형 정밀 열후 가공을 위한 중요한 기준면을 형성합니다. 특히 VLC 시리즈를 기반으로 한 경질 선반 가공과 내경 연마의 공정 조합은 여기서 큰 부가가치를 제공합니다. 양측의 끝단면은 한 번의 셋업으로 경질 선반 가공을 통해 가공됩니다. 내경은 예비 선반 가공을 거친 후 연마를 통해 원하는 내경 품질(형상, 위치 및 거칠기)을 확보합니다.
- 스키닝 : 열처리 후 수행되는 스키닝은 DIN 품질 등급 6에 부합하거나 이를 상회하는 공차로 최종 톱니 형상을 완성합니다.
기어 치형의 열후 정밀 가공의 대체 가공
세이빙 (Shaving)입징 공정 이외깎 치형의 열후 정밀 밀 가공을 위해 두 가지 연삭 공정이 사용됩니다:
- 기어 연삭 또는 프로파일 연삭 – 엄격한 공차 조건에서 높은 생산성
유성 기어의 높은 생산성 연마에는 기어 치연삭이 적합합니다. 이를 통해 매우 우수한 표면 공차로 DIN 5–6 등급의 톱니 품질을 달성할 수 있습니다. EMAG는 이를 위해 G 160을 제공합니다. 또는 고속 연삭 헤드가 장착된 G 250 HS를 사용하여 휠 연삭과 프로파일 연삭을 모두 수행할 수 있습니다. 매우 작은 프로파일 연삭 휠을 장착함으로써 매우 낮은 런아웃을 가진 썬기어의 가공도 가능합니다. - 프로파일 연삭 – 단일 기계에서 구현하는 최대의 유연성
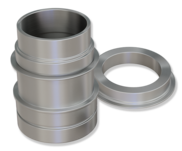
매우 작은 부품과 다양한 부품이 필요한 경우, 프로파일 연삭은 결정적인 이점을 제공합니다. 유성 기어, 썬기어, 링기어 단일 기계에서 가공 할 수 있습니다. 수평 프로파일 연삭기 G 375 H는 바로 이러한 용도를 위해 설계되었습니다. 이 기계는 매우 작은 연마 휠을 사용하며, 옵션으로 제공되는 내부 연삭 암을 장착하여 내부 톱니 가공도 가능합니다. 극히 짧은 세팅 시간 덕분에 이 기계는 양산뿐만 아니라 부품 형상이 자주 바뀌는 개발 프로젝트 및 소량 생산에도 적합합니다.
대체 제조 공정: 솔리드 연마
모듈이 작은 기어 부품은 대체 제조 공정을 통해 특히 비용 효율적으로 생산할 수 있습니다. 이 공정에서는 경화 후 기어를 재료 덩어리에서 직접 연마합니다. 작은 모듈의 경우 경화 깊이가 전체 기어 형상을 커버하기에 충분하므로 사전 기어 가공이 완전히 생략됩니다. 따라서 공정 순서는 다음과 같이 단축됩니다:

경화 전 품질 등급 4 달성
기어 품질 등급 5가 업계의 기본 기준인 반면, 휴머노이드 로봇 공학 분야의 새로운 응용 분야에서는 경화 공정 전 품질 등급 4를 점점 더 요구하고 있습니다. 경화 공정은 일반적으로 기어 품질을 1~2등급 저하시키기 때문에, 이 기준은 열처리 후 완성된 부품에서 신뢰할 수 있는 등급 5 이상을 보장하는 데 결정적입니다.
휴머노이드 로봇용 액추에이터 제조 시 품질 및 생산성 요구 사항을 충족하려면 소형 정밀 톱니 가공의 특수한 과제를 해결할 수 있는 전문 공작 기계 솔루션이 필요합니다. 자동화된 공작물 취급, 공정 중 측정 및 첨단 기계 제어의 통합을 통해, 는 대량 생산 환경에서도 요구되는 공차를 일관되게 유지할 수 있는 생산 시스템을 구축합니다.


기계 플랫폼: K 160
기어 가공 센터 K 160은 소형 모듈 기어 가공의 특수한 요구 사항을 충족합니다. 미네랄 주물로 제작된 기계 본체는 탁월한 열적 안정성을 제공하며, 가공 중 발생하는 주변 온도 변동 및 발열에도 불구하고 형상 정밀도를 유지합니다. 개방형 기계 구조는 소재 적재와 세팅 시 접근성을 용이하게 하며, 수냉식 직접 구동 장치(메인 스핀들 및 공구 스핀들)는 목표 공차를 달성하는 데 필수적인 소재와 공구의 회전 동기화를 제공합니다.
자세한 정보

기계 플랫폼: G 375 H – 수평 프로파일 연삭기
G 375 H는 수평 프로파일 연삭기로, 유성 기어, 썬기어를 가공하고, 옵션으로 내경 연삭용 장착하면 내경 치형 가공 도 가능한 기계입니다. 이를 통해 소형 유성 (플래너터리) 기어박스의 모든 치형 부품들을 단일 기계에서 연마할 수 있습니다. 매우 작은 연마 휠을 사용할 수 있다는 점 덕분에, G 375 H는 기존 연삭기가 한계에 부딪히는 간섭 형상을 가진 소재에 특히 적합합니다. 이 경우, 기어 가공은 열전 호빙기어뿐만 아니라 열처리된 솔리드 소재의 가공도 직접 수행할 수도 있습니다. 결과적으로, 이 기계 플랫폼은 소형 유성 기어의 모든 기어 가공 부품들을 뛰어난 품질로 연마할 수 있어, 해당 응용 분야에 있어 가장 유연한 솔루션을 제공합니다.
자세한 정보기술

기술
During the machining of the tooth flanks of shafts and gears by means of generating grinding or gear grinding, it is important to achieve…
하드터닝과 연마의 복합 가공의 장점은 소재의 완전 가공, 더 나은 유연성 및 품질 향상에 있습니다.
한대의 장비에서 하드터닝과 연마와 같은 많은 공정을 결합시키는 것은 상당한 공정합리화의 바탕을 두고 있습니다.
Flexible, highly productive, highly accurate - as a continuous gear production process, hobbing is indispensable in many industries, as it allows any…
Profile grinding of gears and long, slim and toothed components is performed discontinuously, i.e., tooth gap by tooth gap, is completed one after the…
수직 선삭 가공은 금속 소재의 가공 프로세스 입니다. EMAG 은 주축이 이송하는 수직 선반을 만든 최초의 공작기계 회사입니다. 주축 이송 수직 선반 (버티컬 픽업 선반) 가공에서는 주축이 선반가공, 드릴링, 밀링등의 가공 뿐만 아니라 로딩, 언로딩 및 자동화등 소재의…
공작물
Flexspline
플렉스스플라인(Flexsplines)은 플렉시블 샤프트 휠, 플렉스 포토 또는 칼라 슬리브라고도 불리며, 헬리컬 기어의 핵심 부품입니다. 이 고정밀 부품은 단일 기어 단에서 매우 높은 감속비를 가능하게 합니다. 이는 유사한 감속비를 얻기 위해 여러 단과 그에 따라 훨씬 더 많은 설치 공간이 필요한 기존의 유성 기어에 비해 결정적인 이점입니다.

Planetary Gears

웨이브 제너레이터
웨이브 제너레이터는 하모닉 드라이브 기어박스의 부품입니다. 얇은 벽의 베어링 구조(외부 링 탄성, 타원형 캠에 고정된 내부 링)로 구성되며 타원형 윤곽으로 플렉스 휠의 형태 맞춤 변형을 정의합니다. 따라서 µm 범위의 형상 및 위치 공차가 필요하며, 일반적인 도면에는 무엇보다도 기준 보어 또는 기준 외경에 대한 타원 곡선의 동심도/대칭성 및 3µm 이하의…