{kind=link}
EMAG recently introduced the USC 850 CNC universal turning machine – a precision and powerful turning machine for large workpieces. In the following interview, Bernd Scheschy, Technical Sales in the Turning Business Unit, explains the technical features of this machine.
Mr. Scheschy, the EMAG USC 850 has been announced as a new CNC universal turning machine. What characterizes this machine and for which areas of application was it developed?
The USC 850 is a universal lathe that has been specially developed for the precision and efficient machining of large turned parts. We are talking about a machine that impresses with its robust design, state-of-the-art CNC control technology and excellent machining accuracy. In concrete terms, this means that with a maximum turning diameter of 700 mm and a turning length of 2,000 mm, the USC 850 offers exceptional machining flexibility. Even workpieces weighing up to 600 kg can be securely clamped and machined with the help of the tailstock. The machine meets the highest requirements for dimensional accuracy and surface quality. It was developed primarily for users in demanding industries: automotive suppliers, aerospace or general mechanical engineering – wherever large rotationally symmetrical precision parts need to be produced economically. In short: The USC 850 combines high precision and productivity when machining large workpieces.

Exterior view of the USC 850 universal lathe with closed housing, CNC control panel and stable machine structure for demanding machining tasks.
Can you tell us something about the machine design of the USC 850? How does the design ensure that even very large workpieces can be machined with precision?
A key feature of the USC 850 is the particularly stable machine design. The machine base has a 45° inclined bed design. This inclined bed construction – together with the solid substructure – ensures exceptionally high static and dynamic rigidity as well as optimal vibration damping. Vibrations during machining are thus reduced to a minimum, which is extremely important for consistently high production quality. We also use high‑quality cast iron: the bed, carriage and other load‑bearing components are made of grey cast iron that has been stress‑relieved. This virtually eliminates material‑related deformation, ensuring that the machine remains dimensionally accurate in the long term. Another important point concerns the guideways: generously dimensioned roller guides are used. These guide the axes precisely and with virtually no wear, even under high loads. The overall result is a rigid and well‑damped machine base. For the user, this means that the machine remains smooth and stable even with heavy workpieces and demanding cuts, guaranteeing maximum precision.
Keyword main spindle – what features does the spindle of the USC 850 have and what does this mean for the cutting performance?
The main spindle is another decisive factor in the performance of the USC 850. We use a high‑performance spindle unit that sets standards in terms of both power and precision. Specifically, the spindle delivers a continuous output of 30 kW, with up to 37 kW available for short periods (30 minutes). This enables efficient machining even of difficult‑to‑cut materials. The spindle is driven by a belt drive with a two‑stage transmission. This means that there are two speed ranges: a lower gear from 10 to 500 min⁻¹ and an upper gear from 30 to 2,000 min⁻¹. As a result, very high torque is available in the lower range, while the upper range provides the speeds required for smaller diameters – offering flexible adaptation to different machining tasks. The spindle bearing is also important: we use double‑row cylindrical roller bearings. This bearing arrangement gives the spindle excellent rigidity and ensures precise concentricity even under the highest loads. The entire spindle unit is assembled with the utmost care, finely balanced and subjected to an optimized running‑in process – resulting in concentricity accuracies in the micrometre range. In practice, this means that the workpiece runs with minimal runout, which is essential for the dimensional accuracy of precision sleeves or bearings. The large spindle bore of up to 184 mm is also worth mentioning. This allows long bar stock to be clamped through the spindle. To summarize, the main spindle of the USC 850 offers high performance in two speed ranges while guaranteeing maximum running accuracy – a fundamental requirement for the efficient machining of large workpieces.
The name universal lathe already indicates flexible machining options. What role does the turret play in the USC 850 and what additional machining is possible with it?
The turret is indeed a key to the flexibility of the USC 850. We use a BMT75 turret with twelve stations. This means that it can hold up to twelve tools, and all stations can be equipped for driven tools. The driven tools – i.e. milling or drilling tools in the turret – reach speeds of up to 3,000 min⁻¹ and are powered by their own 5 kW drive. This makes it possible to perform a wide range of milling and drilling operations in one setup in addition to pure turning. For example, cross bores, grooves, face shoulders or threads can be machined directly on the lathe without reclamping the workpiece on a milling machine.
The tool holders in the turret are generously dimensioned: thanks to the BMT interface, we have a stable and robust connection and can use turning tools with a shank cross‑section of up to 32 × 32 mm and boring bars or drilling tools up to Ø 50 mm. This covers a broad spectrum of cutting tools.
The internal coolant supply through the turret is particularly noteworthy. The coolant is fed directly through the turret and the tool to the cutting edge. This ensures targeted cooling directly at the cutting zone and significantly improves both tool life and the surface finish of the workpieces.
In addition, the turret has an extremely robust design and precise indexing. Even heavy roughing and finishing operations can be carried out with high dimensional accuracy. A hydraulic clamping system holds the turret securely in position during machining, even under high cutting forces.
Not to forget: the USC 850 is equipped with a C‑axis on the spindle, which enables sensitive positioning of the workpiece. The C‑axis is CNC‑controlled and allows exact alignment for milling and drilling operations. This makes it possible, for example, to machine surfaces or bores with high angular accuracy on the circumference of a workpiece.
In summary, the turret in combination with the C‑axis enables complete machining: turning, drilling, milling – all in one machine and in one setup. This saves setup time, avoids positioning inaccuracies caused by reclamping and significantly increases process accuracy and cost‑effectiveness
Large and long workpieces place special demands on clamping and stability during machining. What features does the USC 850 offer for precision machining of very long or thin-walled workpieces?
For workpieces, especially if they are long and relatively thin‑walled, the machine must ensure stable support to avoid vibrations or deformation. The USC 850 is ideally equipped for this. Firstly, it has a robust hydraulic tailstock. This tailstock is used to support the free end of long workpieces. The quill has a diameter of 150 mm and a stroke of 200 mm. Inside the quill there is an MK5 centering cone, into which a live center can be inserted to precisely center the workpiece end. The tailstock quill is positioned and clamped hydraulically and can be moved either via a CNC program or manually using a foot pedal.
Secondly, the machine can be equipped with a hydraulic steady rest, especially for very long or thin‑walled workpieces. The steady rest is mounted on a slide and usually supports the workpiece in the middle or at another suitable point across the diameter. Our steady rests cover clamping ranges from Ø 30 mm to 245 mm, or alternatively from Ø 45 mm to 310 mm.
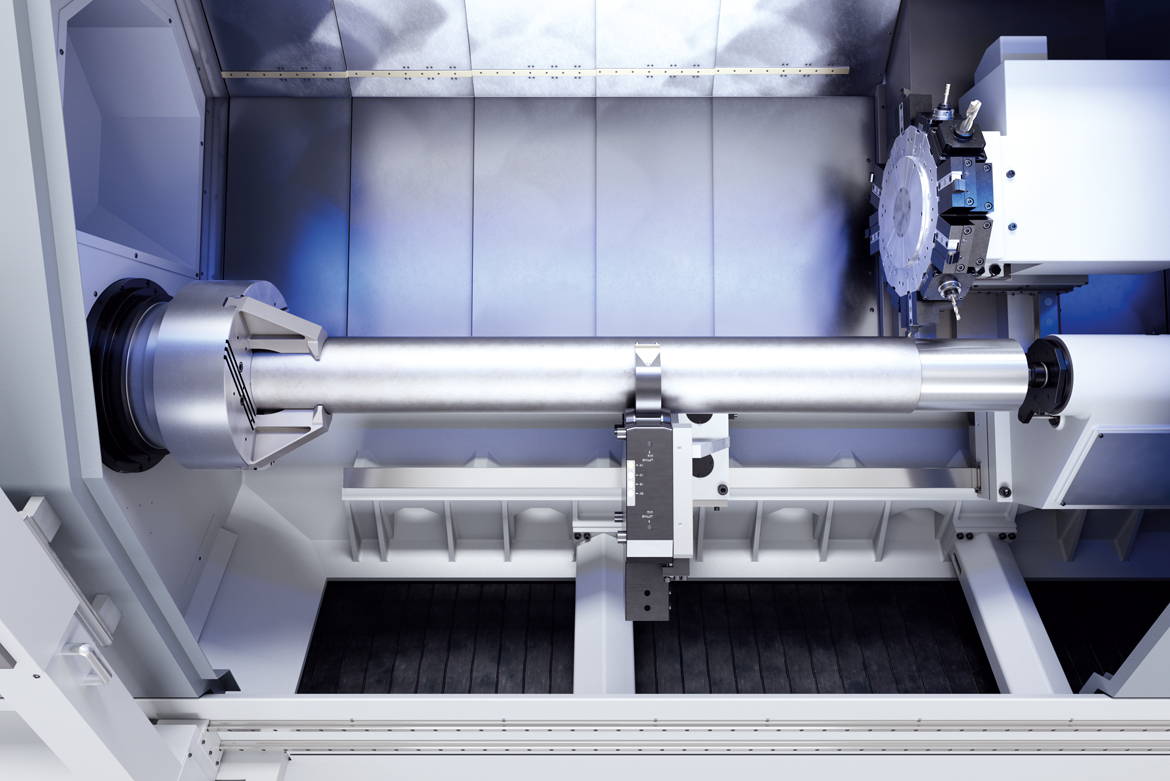
Work area of the USC 850 with robust 45° inclined bed, BMT75 turret and hydraulic tailstock for large workpieces.
Can you give us an example of a typical workpiece for which the USC 850 is particularly well suited?
One workpiece that is currently in high demand is sleeves with a diameter of 155 mm. We have developed special processes and machining technologies for this, both for external and internal machining. A 155 mm artillery shell casing is typically a relatively long, cylindrical workpiece with a comparatively thin wall thickness. Without support, such a case could vibrate under tool pressure or bend slightly, which would impair dimensional accuracy. By using the tailstock in combination with the steady rest, however, the workpiece is held securely at both ends (and in the middle if necessary). Vibrations are suppressed and the shape remains stable. This allows us to turn, drill and, if necessary, mill with constant precision over the entire length of the sleeve without risking ovalities or wall thickness deviations.
Practical experience has shown that the USC 850 really comes into its own with such tasks: long shell casings or similar components can be finish‑machined with high precision in one or two setups. The hydraulic clamping forces of the steady rest can be sensitively adjusted so that the contact pressure is always under control – important for clamping the workpiece firmly without deforming it.
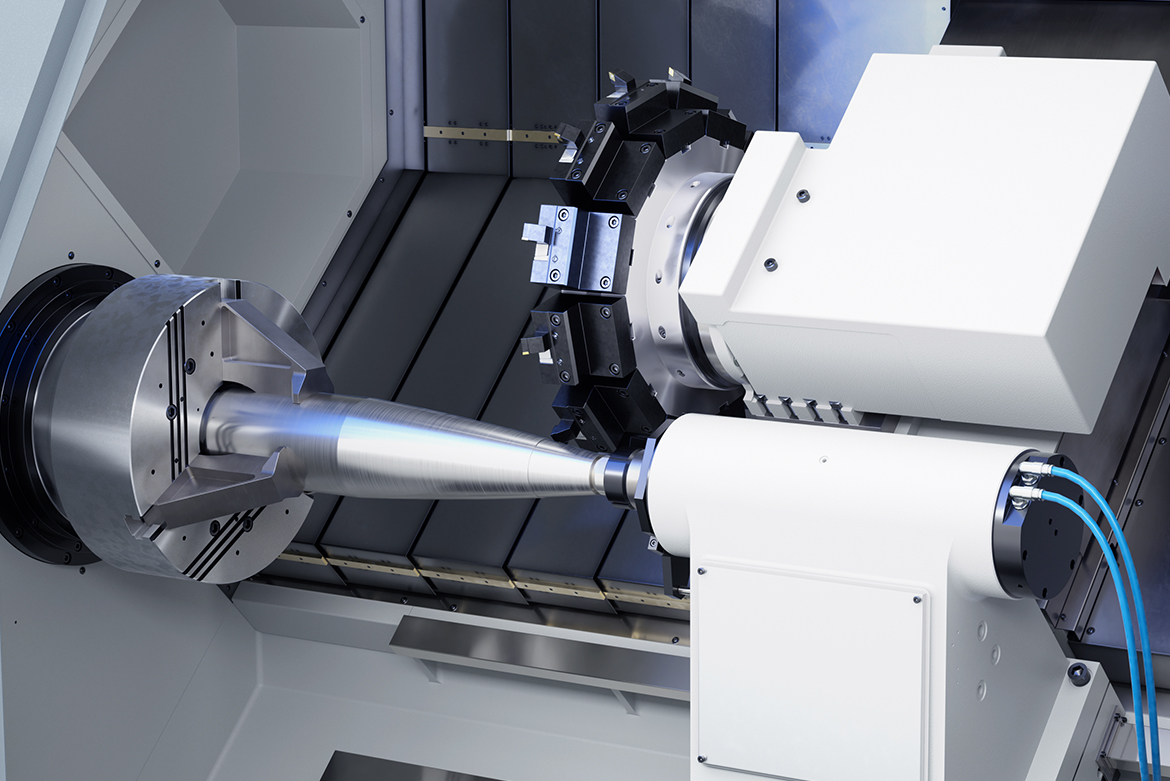
Work area of the USC 850 universal lathe with a clamped 155 mm artillery shell sleeve, supported by a hydraulic tailstock, for vibration-free precision machining.
A word about the control system and operation: Which CNC control system is used in the USC 850 and what advantages does it offer the user?
For the control system, we rely on a proven system from FANUC. Specifically, the USC 850 is equipped with the FANUC 0i-TF CNC control. This control offers all the necessary functions for the complex multi-axis machining required for this machine. For the operator, this means that he has a powerful and at the same time familiar CNC system in front of him, which enables simple programming and reliable sequence control. The FANUC 0i series is used in many workshops around the world, which speaks for its reliability and also means that operators hardly need any training time – an advantage in practice. Another important aspect is the longevity of the electronic components. We have housed all the electronics in an air-conditioned electrical cabinet with IP54 protection. This means that temperature fluctuations, dust or oil mist cannot harm the control electronics. Even in harsh production environments, the electrics work at a constant temperature and are protected from dirt – this significantly increases operational reliability. From the operator’s point of view, the control system offers programmability via G-code as well as convenient features such as cycles for turning and milling operations, graphic support and the like – we have made sure that daily processes can run efficiently.