{kind=link}
Mit dem Hochlauf der Elektromobilität verschiebt sich der Fokus in der Fertigung deutlich: Bauteile, die im Verbrenner durch maskierende Geräusche und Schwingungen „mitlaufen“ konnten, werden im E-Antrieb wesentlich kritischer bewertet. Der Grund ist simpel: Der Verbrennungsmotor erzeugt ein breites Geräuschspektrum, das viele Nebengeräusche überdeckt. Im elektrischen Antrieb entfällt diese akustische „Kulisse“ weitgehend, wodurch Abweichungen in Form, Lage und Oberfläche deutlich stärker wahrnehmbar werden.
Für die Fertigung dieser Komponenten bedeutet das: Anforderungen an Maßhaltigkeit, Rundlauf, Oberflächengüte und Verzahnungsqualität steigen – nicht aus Selbstzweck, sondern weil sie direkt auf NVH-Verhalten (Noise, Vibration, Harshness), Wirkungsgrad und Lebensdauer einzahlen. Schon geringe Geometriefehler können sich bei hohen Drehzahlen als Tonalitäten oder Schwingungsanregungen bemerkbar machen. Bauteile wie die Rotorwelle rücken damit in den Mittelpunkt, weil sie sowohl funktional als auch dynamisch hoch belastet sind und mehrere präzise Schnittstellen vereinen.
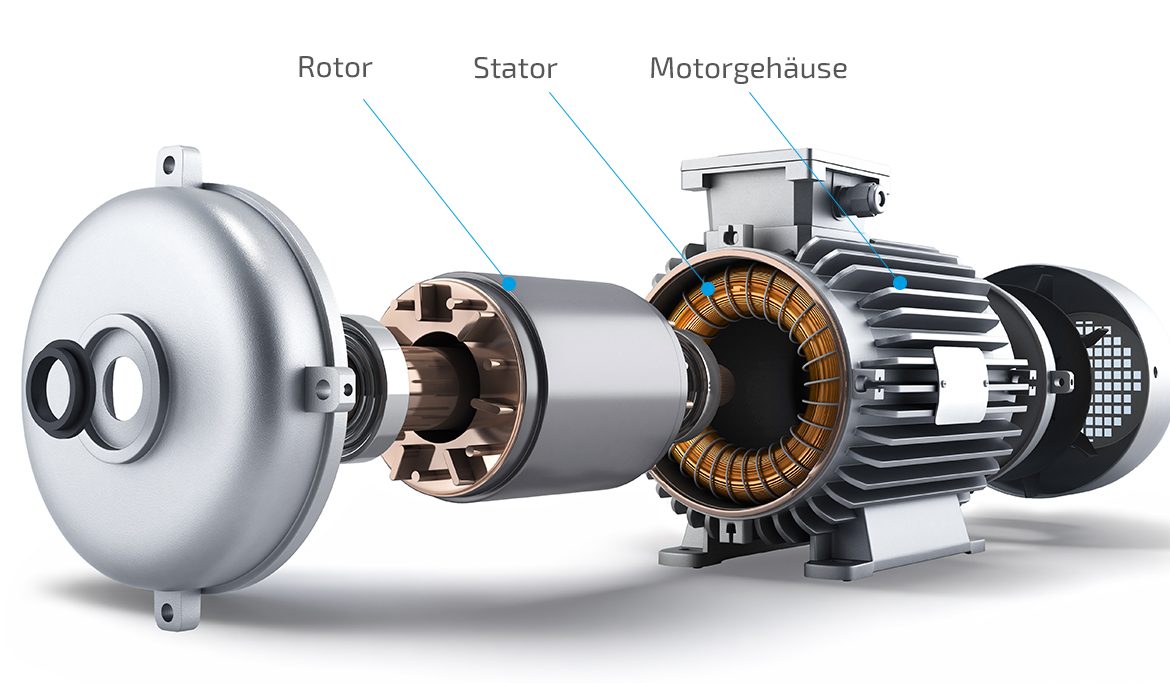
Explosionsdarstellung eines E-Antriebs mit Rotor, Stator und Motorgehäuse.
E-Antrieb im Überblick – Beispiel VW ID.3
Um die Rolle der Rotorwelle einzuordnen, lohnt ein Blick auf den typischen Aufbau eines integrierten E-Antriebsstrangs, wie er u. a. beim VW ID.3 eingesetzt wird. In kompakter Bauweise sind mehrere Funktionsgruppen zusammengeführt:
- Rotor: Drehendes elektromagnetisches Element
- Rotorwelle: Mechanisches Trage- und Übertragungselement; sie verbindet Rotor und Getriebestufe(n) und definiert zentrale Bezugsflächen (z. B. Lagerstellen)
- Stator: Stationärer Teil der E-Maschine; der Rotor läuft im Stator
- Gehäuse: Strukturelles Element zur Aufnahme von E-Maschine, Lagern und Getriebe; sorgt für Steifigkeit, Wärmeabfuhr und Dichtkonzept
- Getriebe/Differenzial: Übersetzung und Kraftverteilung zum Antriebsstrang; meist im gleichen Gehäusebereich integriert
Position und Funktion der Rotorwelle im System:
Die Rotorwelle sitzt im Inneren des E-Antriebs. Sie trägt den Rotor (bzw. das Rotorpaket) und läuft über definierte Lagerstellen im Gehäuse. Auf der Getriebeseite stellt sie die mechanische Schnittstelle zur nächsten Stufe her – entweder über eine Steckverzahnung (Spline) oder, je nach Konzept, über eine bereits integrierte Laufverzahnung. Damit ist die Rotorwelle gleichzeitig Präzisionsbauteil, dynamisches Bauteil (hohe Drehzahlen) und Verbindungselement zwischen E-Maschine und Getriebe.
Rotorwellen-Bauarten und Schnittstellen zum Getriebe
Rotorwellen lassen sich grundsätzlich nach ihrer Bauweise und nach der Art der Getriebeschnittstelle unterscheiden. Beide Aspekte beeinflussen Fertigungsstrategie, Qualitätssicherung und die Auslegung der nachfolgenden Prozesskette.
1) Monolithische Rotorwellen (aus einem Stück)
Monolithische Rotorwellen werden aus einem einzigen Rohling gefertigt – typischerweise aus Stangenmaterial oder einem Sägeabschnitt. Kennzeichnend ist der durchgängige Materialverbund ohne Fügestelle.
Typische Merkmale:
- Keine fügeseitigen Toleranzketten oder Wärmeeinflüsse durch Schweißen
- Geometrische Bezugsbildung (z. B. Lagerstellen, Zentren) kann sehr „direkt“ aufgebaut werden
- Eignet sich besonders, wenn Bauraum, Werkstoff und Geometrie eine einteilige Auslegung zulassen
Für die Fertigung ist entscheidend, dass die Funktionsflächen – insbesondere Lagerstellen und Verzahnungsbereiche – mit hoher Form- und Lagetreue zueinander hergestellt werden. Bei hohen Drehzahlen kommt zudem die Bedeutung von Rundlauf und Oberflächenqualität zum Tragen.

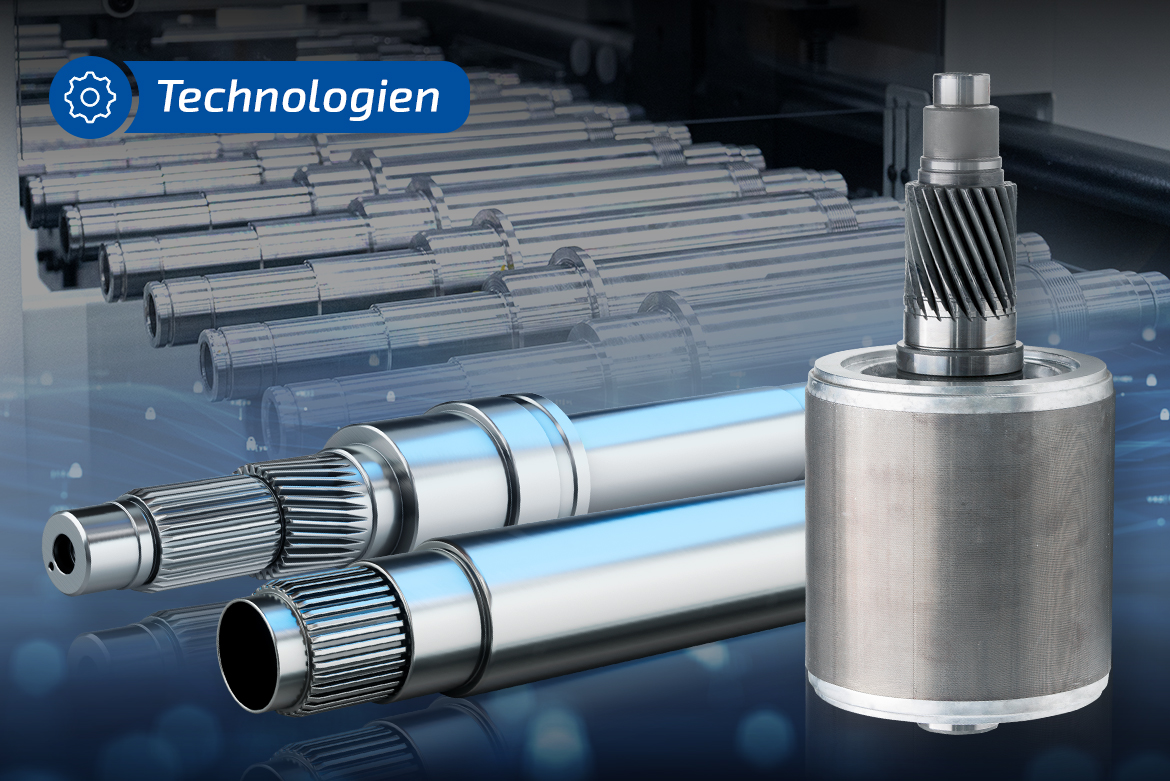
Monolithisch gefertigte Rotorwelle mit integrierter Laufverzahnung. Die Welle wird aus Stangenmaterial hergestellt und vereint Rotor- und Eingangswellenfunktion in einem Bauteil.
2) Gebaute/gefügte Rotorwellen (mehrteilig)
Bei gebauten Rotorwellen besteht das Bauteil aus mindestens zwei, häufig auch drei Einzelteilen, die im Verlauf der Fertigung zu einer kompletten Rotorwelle gefügt werden. Übliche Verfahren sind:
- Laserschweißen (hohe Präzision, gut automatisierbar, geeignet für die Serienfertigung)
- Reibschweißen (robustes Fügeverfahren, ebenfalls für Serienprozesse nutzbar)
Warum mehrteilig?
Mehrteilige Konzepte ergeben sich z. B. aus Bauraumanforderungen, Werkstoffkombinationen, Funktionsintegration oder aus der Vorgabe, einzelne Abschnitte fertigungsgünstiger herzustellen. Gleichzeitig steigen die Anforderungen an Prozessbeherrschung: Fügestellen beeinflussen Rundlauf, Oberflächenqualität, Maßhaltigkeit und potenziell auch das Verzugsverhalten in Folgeprozessen.
Gerade im Kontext der E-Mobilität sind gefügte Rotorwellen deshalb nur dann wirtschaftlich, wenn Füge- und Nebenprozesse (z. B. Reinigung, Pressen, Vorwärmen) stabil verkettet und qualitätsgesichert ablaufen – denn jede zusätzliche Operation wirkt sich auf Taktzeit, Prozess und Gesamtgenauigkeit aus.
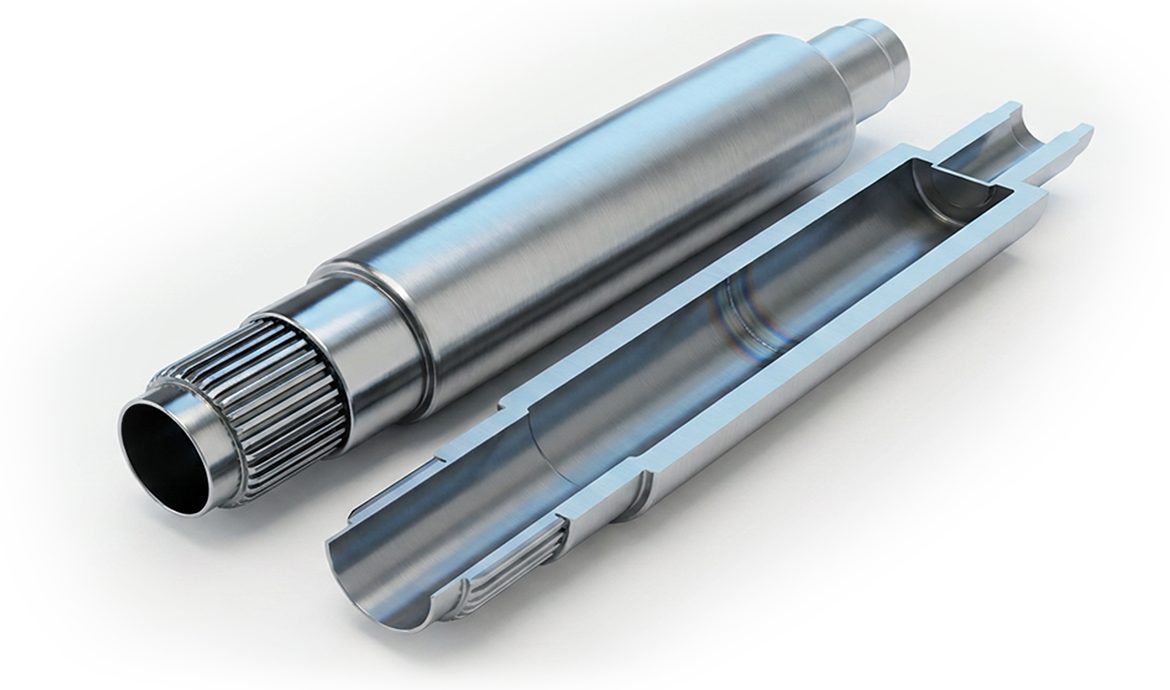
Mehrteilige Rotorwelle, die mittels Laserschweißen gefügt wurde. Die Fügestelle ist sichtbar und zeigt den Übergang zwischen den Einzelkomponenten der Welle.
3) Schnittstellenvarianten zum Getriebe
Unabhängig von der Bauweise ist die Ausführung der Schnittstelle zur Getriebeseite entscheidend.
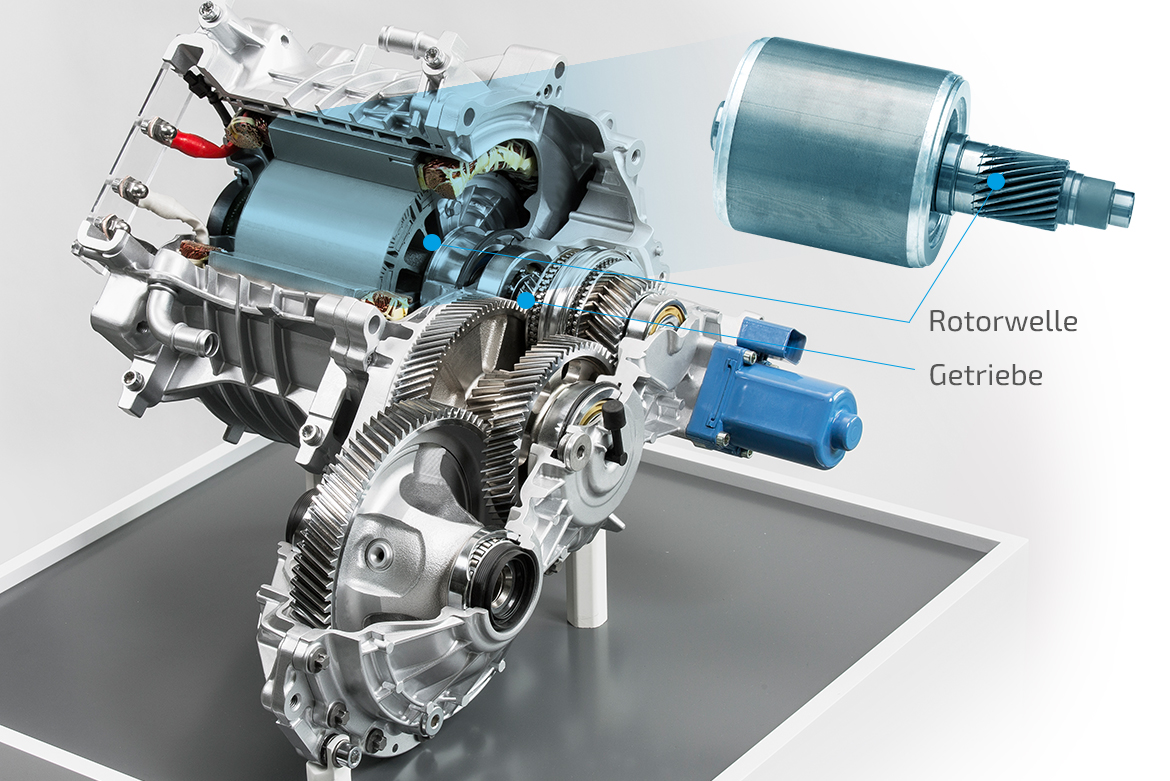
Darstellung der mechanischen Schnittstelle zwischen Rotorwelle und Getriebe. Gezeigt wird die formschlüssige Drehmomentübertragung über die Verzahnung im E-Antrieb.
Hier haben sich drei typische Varianten etabliert:
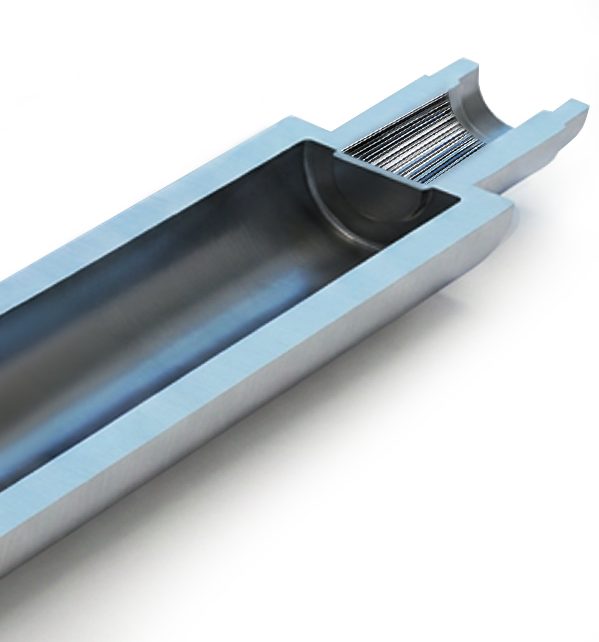
Detailansicht einer Rotorwelle mit Innenverzahnung. Die Innenverzahnung dient als formschlüssige Schnittstelle zur Drehmomentübertragung an das Getriebe.
a) Innenverzahnung (Spline)
Die Rotorwelle besitzt eine Innenverzahnung als Steckverzahnung. Diese überträgt das Drehmoment formschlüssig auf ein Gegenstück (z. B. Welle/Nabe).
Charakteristik:
- Drehmomentübertragung über formschlüssige Flanken
- Keine klassische „Laufverzahnung“, sondern Steckverzahnung mit Fokus auf Passung und Kraftschluss
Hohe Anforderungen an Profil- und Flankenqualität sowie an die Lagetoleranzen zur Bezugsgeometrie

Rotorwelle mit außenliegender Spline-Verzahnung. Die Steckverzahnung überträgt das Drehmoment formschlüssig zwischen Rotorwelle und Getriebekomponente.
b) Außenverzahnung (Spline)
Analog zur Innenverzahnung ist die Außenverzahnung als Steckverzahnung ausgeführt. Sie dient ebenfalls primär der Drehmomentübertragung.
Charakteristik:
- Häufige Variante für kompakte Kopplungen
Kritisch sind hier u. a. Rundlauf zur Lagerstelle, Flankenqualität und die Beherrschung von Kanten-/Auslaufbereichen, abhängig vom Verzahnungskonzept

Rotorwelle mit integrierter Laufverzahnung. Die Verzahnung ist dauerhaft im Eingriff und überträgt das Drehmoment direkt im Getriebe.
c) Rotorwelle mit Laufverzahnung (gleichzeitig Eingangswelle)
In dieser Variante trägt die Rotorwelle bereits die Laufverzahnung – sie übernimmt damit zusätzlich die Funktion einer Eingangswelle ins Getriebe.
Charakteristik:
- Funktionsintegration: weniger Schnittstellen/Komponenten
- Gleichzeitig höhere Anforderungen an Verzahnungsqualität, weil die Verzahnung nicht nur koppelt, sondern im Betrieb im Eingriff läuft
Besonders sensibel hinsichtlich Geräuschverhalten, Oberflächenqualität und Flankenmodifikationen
Der E-Antrieb verschärft die Anforderungen an Präzisionsbauteile, weil akustische Maskierung wegfällt und hohe Drehzahlen die Wirkung kleinster Abweichungen verstärken. Die Rotorwelle ist dabei ein Schlüsselbauteil: Sie verbindet Rotor und Getriebe, trägt Lagerstellen und definiert entscheidende Bezugssysteme.
Ob monolithisch oder gefügt – und ob mit Innen-/Außenspline oder integrierter Laufverzahnung – die gewählte Bauart und Schnittstelle bestimmen, welche Qualitätsmerkmale im Fokus stehen und wie Fertigungs- und Prüfkonzepte sinnvoll aufgebaut werden müssen.