Eine besondere Herausforderung in der modernen Automobilindustrie stellt die Herstellung von Lenkritzeln dar. Diese präzisen Verzahnungsteile sind unverzichtbare Komponenten in Lenksystemen und müssen höchsten Qualitätsansprüchen genügen, gleichzeitig aber in großen Stückzahlen wirtschaftlich produziert werden. Die Kombination aus geforderter Maßhaltigkeit, Oberflächengüte und Prozessstabilität erfordert spezialisierte Fertigungslösungen.
Im Interview erläutert Konstantin Ungefuk, Leiter Business Unit Verzahnen weich bei EMAG, die komplexe Prozesskette bei der Bearbeitung von Lenkritzeln. Er gibt detaillierte Einblicke in jeden Bearbeitungsschritt – vom Drehen des Rohteils über das Wälzfräsen im weichen Zustand, das Präzisionsschleifen der Lagersitze nach dem Härten bis hin zum abschließenden Schälwälzfräsen der gehärteten Verzahnung.
Herr Ungefuk, Lenkritzel sind zentrale Komponenten moderner Lenksysteme. Welche besonderen Herausforderungen stellen diese Bauteile an die Fertigung?

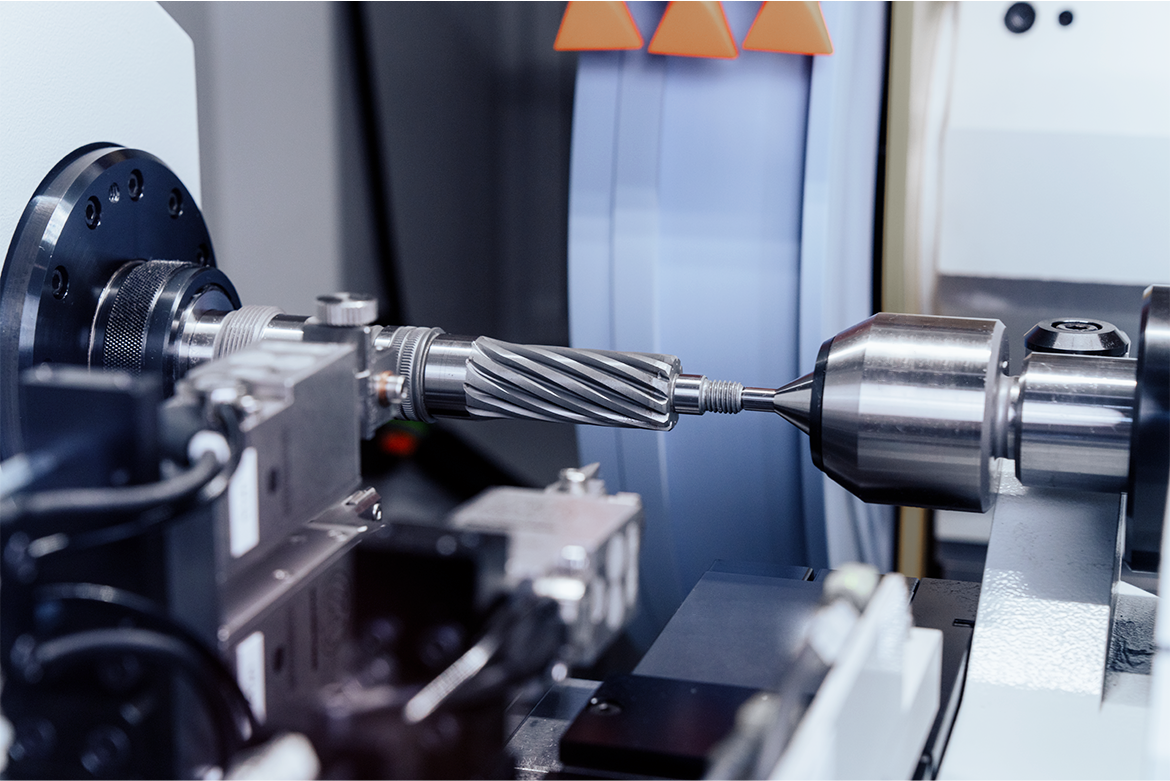
Schälwälzfräsen zur Erreichung der finalen Oberflächenqualität und Maßhaltigkeit bei Lenkritzeln
Lenkritzel übernehmen eine kritische Funktion im Fahrzeug, da sie die Lenkbewegung präzise auf das Lenkgetriebe übertragen müssen. Die Herausforderung liegt in der Kombination aus hohen Stückzahlen und gleichzeitig extrem engen Toleranzen. Wir sprechen hier von Bauteilen, die nach DIN 7-8 im weichen Zustand und nach DIN 7 im gehärteten Zustand gefertigt werden müssen. Dies erfordert eine durchdachte Prozesskette, die sowohl Präzision als auch Wirtschaftlichkeit gewährleistet.
Könnten Sie uns die gesamte Prozesskette im Überblick erläutern?
Unsere Prozesskette für Lenkritzel umfasst vier Hauptschritte: Zunächst erfolgt die Rohteilbearbeitung durch Drehen, bei der wir Schmiedeteile aus 14NiCr14 grundlegend bearbeiten. Der zweite Schritt ist das Wälzfräsen vor dem Härten auf unserer K 160-Maschine, wobei die Verzahnung im weichen Zustand erzeugt wird. Bei der Weichbearbeitung werden die Lagersitze und die Zahnflanken mit Aufmaß für die Hartbearbeitung gefertigt. Danach folgt das Härten – entweder durch Einsatz- oder Induktionshärten – und das präzise Schleifen der Lagersitze auf der WPG 7, um härtungsbedingte Verzüge zu kompensieren. Abschließend wird die gehärtete Verzahnung durch Schälwälzfräsen, wiederum auf der K 160, auf Endqualität gebracht.

Die komplette Prozesskette vom Drehen bis zum verzahnten Lenkritzel
Beginnen wir mit dem ersten Schritt. Welche Parameter sind bei der Rohteilbearbeitung besonders kritisch?
Bei der Drehbearbeitung des Rohteils legen wir besonderen Wert auf die Einhaltung der Rundlauf- und Planlauftoleranzen. Diese sind entscheidend für die spätere Verzahnungsqualität. Wir bearbeiten die Grundgeometrie, die Lagersitze und die Planflächen mit hoher Präzision, da jede Abweichung sich in den nachfolgenden Prozessschritten fortpflanzen würde. Der Werkstoff 14NiCr14 bietet hier eine gute Zerspanbarkeit im weichen Zustand und gleichzeitig die notwendigen Festigkeitseigenschaften nach dem Härten.
Präzisionsschleifen der Lagersitze eines Lenkritzels nach dem Härteprozess auf der WPG 7.
Kommen wir zum Wälzfräsen vor dem Härten. Was zeichnet die Wälzfräsmaschine K 160 für diesen Prozessschritt besonders aus?
Die K 160 wurde speziell für hochproduktive Anwendungen wie die Lenkritzelbearbeitung konzipiert. Ein wesentliches Merkmal ist ihre hohe Dynamik mit Fräserdrehzahlen bis 12.000 min⁻¹, was kurze Bearbeitungszeiten ermöglicht. Für die Verzahnung im weichen Zustand nutzen wir Wälzfräser in Schaftausführung, die optimal für den maximalen Shiftweg von 160 mm ausgelegt sind. Dies ermöglicht eine wirtschaftliche Nutzung der Werkzeuge über ihre gesamte Standzeit.
Ein weiterer entscheidender Faktor ist die Automation: Die K 160 ist mit einem Ladeportal und einem Doppelrotationsgreifer ausgestattet, der die Werkstücke in wenigen Sekunden korrekt orientiert zuführt. Diese Automatisierung reduziert die Nebenzeiten erheblich und erhöht die Prozesssicherheit, da Fehler bei der manuellen Handhabung ausgeschlossen werden.
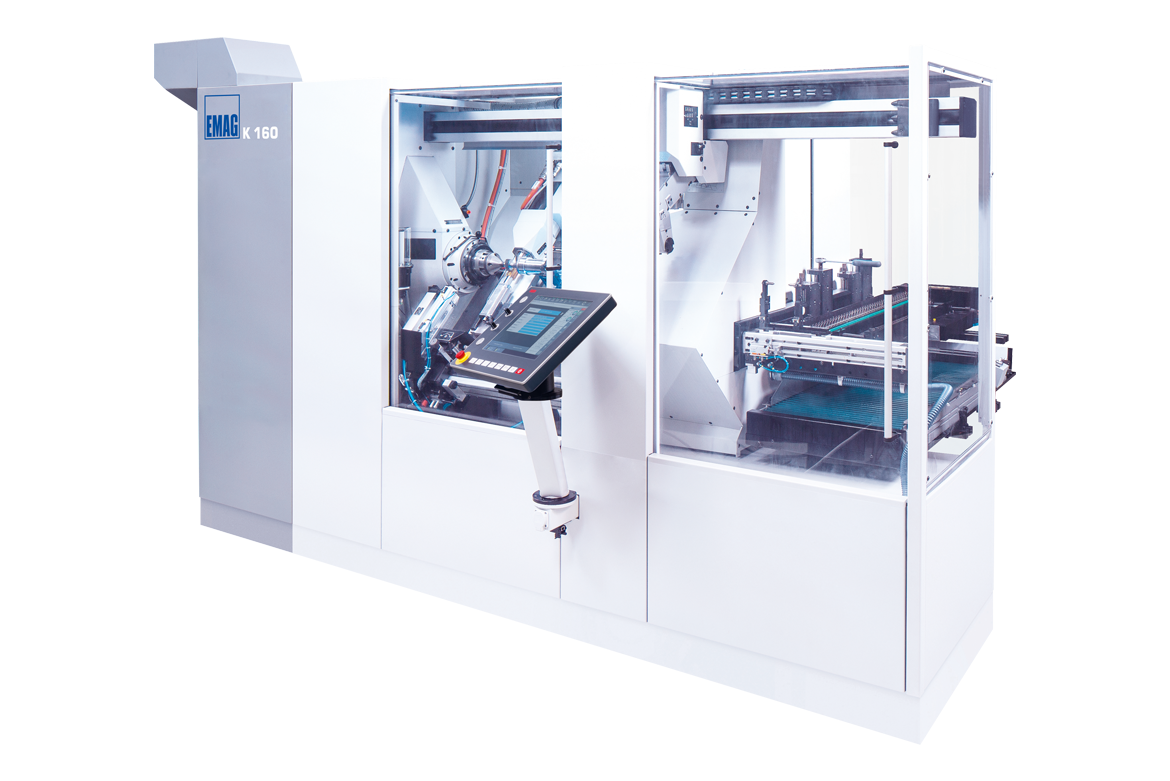
Die EMAG K 160 ermöglicht Taktzeiten unter 30 Sekunden bei der Verzahnungsbearbeitung von Lenkritzeln.
Nach dem Wälzfräsen folgt das Härten. Welche Verzüge treten typischerweise auf und wie werden diese kompensiert?
Beim Härten, sei es durch Einsatz- oder Induktionshärten, treten durch die Wärmebehandlung unvermeidlich Verzüge im Werkstück auf. Diese führen zu Abweichungen in den Lagersitzen und in der Verzahnungsgeometrie. Um die Verzüge der Lagersitze zu korrigieren, setzen wir auf Präzisionsschleifen mit der WPG 7. Die geforderte Qualität der gehärteten Verzahnung erreichen wir durch Schälwälzfräsen auf der K 160.
Die WPG 7 ist mit hochpräzisen Wegmesssystemen in der X- und Z-Achse ausgestattet und verfügt über einen thermostabilen Grundkörper, der auch bei Dauerbetrieb konstante Bedingungen gewährleistet. Die Werkstückspindel kann je nach Anforderung mit einer stehenden oder mitlaufenden Spitze (MK4 oder W20) ausgestattet werden, was Flexibilität bei verschiedenen Lenkritzelgeometrien bietet. Für Werkstücke bis zu einer Länge von 250 mm und einem Gewicht von maximal 30 kg ist die Maschine optimal ausgelegt.

Die kompakte WPG 7 korrigiert härtungsbedingte Verzüge an den Lagersitzen der Lenkritzel mit μm-Genauigkeit.
Welche Rolle spielt die In-Prozess-Messung bei diesem Schritt?
Die In-Prozess-Messung ist ein entscheidender Faktor für die Qualitätssicherung. Sie ermöglicht eine kontinuierliche Überwachung der Schleifoperation ohne Unterbrechung des Bearbeitungsprozesses. Dadurch können wir Abweichungen sofort erkennen und korrigieren, bevor fehlerhafte Teile produziert werden. Dies ist besonders wichtig bei den Lagersitzen, da deren Präzision direkten Einfluss auf die Laufruhe und Lebensdauer des Lenkritzels hat. Die Integration des Linearportals zur Be- und Entladung minimiert zudem die Nebenzeiten und trägt zur Wirtschaftlichkeit bei.
Der letzte Schritt ist das Schälwälzfräsen der gehärteten Verzahnung. Welche technischen Besonderheiten sind hier zu beachten?
Das Schälwälzfräsen im gehärteten Zustand ist ein hochpräziser Prozess, der spezielle Anforderungen an Maschine und Werkzeug stellt. Wir setzen hier erneut die K 160 ein, allerdings mit angepassten Parametern für die Hartbearbeitung. Die Maschine muss äußerst steif sein, um die höheren Schnittkräfte aufzunehmen, und gleichzeitig höchste Positioniergenauigkeit bieten.
Die Schnittgeschwindigkeit und die Werkzeug-Profilauslegung sind entscheidend für die Wirtschaftlichkeit. Durch die richtige Kombination dieser Parameter erreichen wir Taktzeiten von unter 30 Sekunden pro Werkstück – abhängig von Zähnezahl und Werkstückgeometrie. Das Schälwälzfräsen korrigiert nicht nur die durch das Härten entstandenen Verzüge, sondern stellt auch die gewünschte Oberflächenqualität sicher, die für ein optimales Laufverhalten des Lenkritzels unerlässlich ist. Schälwälzfräsen ersetzt in diesem Fall das kostenintensive Wälzschleifen.

Hochpräzise Endbearbeitung eines gehärteten Lenkritzels durch Schälwälzfräsen zur Erreichung der Verzahnungsqualität DIN 7.
Wie gewährleisten Sie die Prozesssicherheit über die gesamte Prozesskette hinweg?
Prozesssicherheit beginnt bei uns mit der durchdachten Maschinenkonzeption. Beide eingesetzten Maschinen – die K 160 und die WPG 7 – verfügen über thermostabile Grundkörper, die Temperaturschwankungen im Betrieb minimieren. Die integrierte Lageüberprüfung bei der Werkstückzuführung stellt sicher, dass jedes Teil korrekt positioniert wird, bevor die Bearbeitung beginnt.
Ein weiterer wichtiger Aspekt sind die automatisierten Be- und Entladesysteme, die zur Prozesssicherheit beitragen, indem sie menschliche Fehler minimieren und konstante Bedingungen gewährleisten – ein entscheidender Faktor bei der Großserienfertigung.
Vielen Dank für das Gespräch.