In der Fertigung kleiner Futterteile steigen die Anforderungen an Präzision und Wirtschaftlichkeit gleichzeitig. Getrieberäder, Planetenräder, Kettenräder, Kurvenringe, Pumpenringe, Einzelnocken oder Wellengeneratoren müssen nach dem Härten präzise endbearbeitet werden. Gefordert sind enge Maß- und Formtoleranzen, stabile Lagebeziehungen und definierte Oberflächenqualitäten – häufig bei hohen Stückzahlen.
Die VL 100 GT von EMAG ist für diese Aufgabe konzipiert. Das vertikale Dreh- und Schleifzentrum kombiniert Hartdrehen und Schleifen in einer Maschine und ermöglicht die hochpräzise Feinbearbeitung kleiner Futterteile bis 100 Millimeter Durchmesser in einer Aufspannung. Dadurch lassen sich Umspannfehler reduzieren, Prozesszeiten verkürzen und anspruchsvolle Oberflächenqualitäten sicher herstellen.
Präzision nach dem Härten: der kritische Fertigungsschritt
Nach dem Härten weisen Bauteile häufig Verzüge oder Maßabweichungen auf. Die Feinbearbeitung muss diese Abweichungen korrigieren und gleichzeitig die geforderten Funktionsflächen herstellen. Besonders anspruchsvoll sind Werkstücke mit mehreren relevanten Geometrien: Bohrungen, Planflächen, Außendurchmesser, Laufflächen oder unrunde Konturen müssen nicht nur einzeln präzise sein, sondern auch exakt zueinander liegen.
Bei hohen Stückzahlen wirkt sich jede Instabilität im Prozess direkt auf Ausschuss, Nacharbeit und Stückkosten aus. Entscheidend ist deshalb nicht nur die erreichbare Genauigkeit einer Maschine, sondern die Stabilität der gesamten Prozesskette.

Die VL 100 GT kombiniert Hartdrehen und Schleifen in einer kompakten vertikalen Maschine. Die integrierte Pick-up-Automation unterstützt kurze Nebenzeiten.
Wie kombiniert die VL 100 GT Hartdrehen und Schleifen?
Die VL 100 GT nutzt die Stärken beider Verfahren. Flächen, die sich wirtschaftlich drehen lassen, werden hartgedreht. Hochpräzise Funktionsflächen werden anschließend geschliffen. Das Werkstück bleibt dabei in derselben Aufspannung.
Der typische Prozessablauf:
- Automatisches Beladen über die Pick-up-Spindel
- Hartdrehen geeigneter Flächen, zum Beispiel Planflächen, Fasen oder Freistiche
- Schleifen präziser Geometrien wie Bohrungen, Außendurchmesser oder Laufflächen
- Integrierte Qualitätsprüfung mit Messtaster
- Automatisches Ablegen des Fertigteils
Durch das Hartdrehen wird das Schleifaufmaß auf wenige Mikrometer reduziert. Die Schleifscheibe übernimmt anschließend die Endbearbeitung. Das verkürzt die Schleifzeit, reduziert den Werkzeugverschleiß und unterstützt stabile Oberflächenwerte.
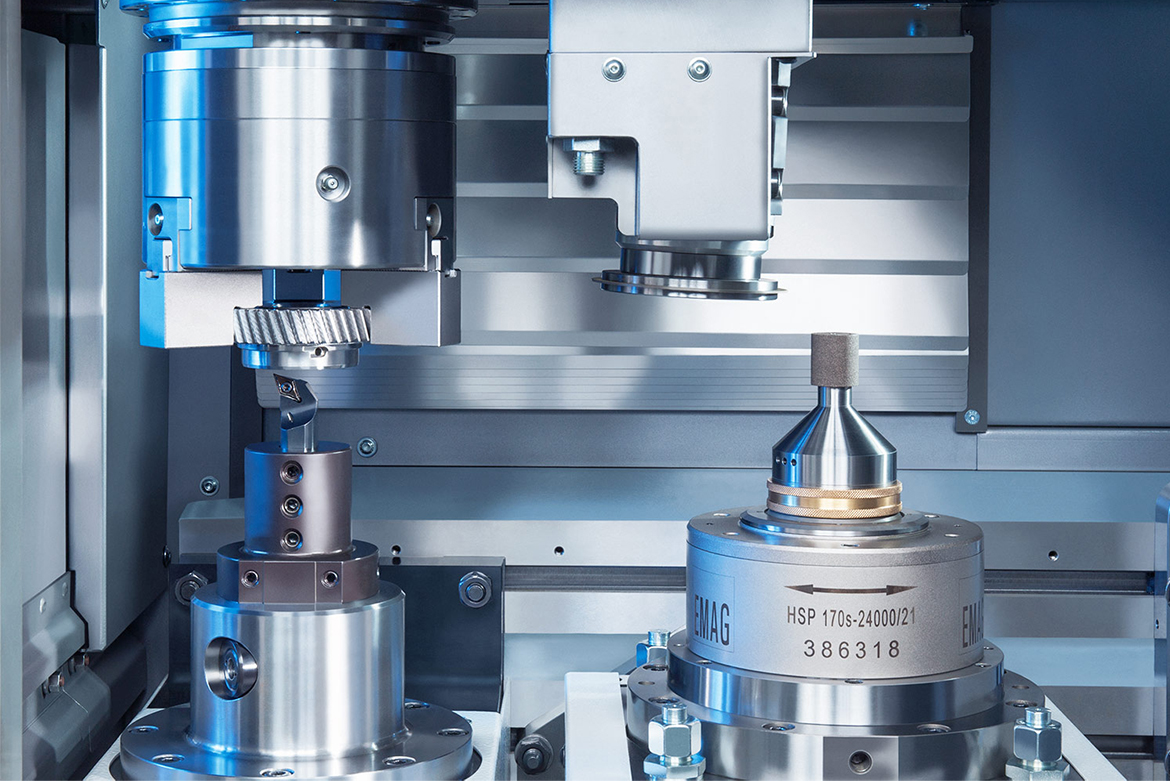
Arbeitsraum der VL 100 GT mit Werkzeugstationen für das Hartdrehen und Schleifen. Die Kombination beider Verfahren ermöglicht die Feinbearbeitung ohne Umspannen.
Bearbeitung in einer Aufspannung
Die Bearbeitung in einer Aufspannung ist ein zentraler Qualitätsfaktor. Bei klassischen Prozessketten wird das Werkstück zwischen mehreren Maschinen transportiert und neu gespannt. Jeder Spannvorgang kann dabei Lagefehler verursachen.
Auf der VL 100 GT bleiben Hartdrehen, Schleifen und Messen in einer durchgängigen Prozessfolge. Dadurch lassen sich Lagebeziehungen wie Bohrung zu Planfläche oder Außendurchmesser zu Bohrung präzise einhalten.
| Vorteil | Wirkung in der Fertigung |
| kein Umspannen zwischen Dreh- und Schleifprozess | höhere Lagegenauigkeit |
| weniger Handling | kürzere Durchlaufzeit |
| geringes Schleifaufmaß | weniger Schleifscheibenverschleiß |
| integrierte Messung | Qualitätsprüfung ohne separates Handling |
| kombinierte Bearbeitung | niedrigere Stückkosten bei stabiler Qualität |
Vertikale Bauweise für stabilen Späne- und Schleifschlammabfluss
Die vertikale Bauweise unterstützt eine saubere und stabile Feinbearbeitung. Späne und Schleifschlamm fallen durch die Schwerkraft nach unten aus dem Arbeitsraum. Dadurch entstehen weniger Ablagerungen auf Werkstück, Spannmittel oder Führungsbereichen.
Gleichzeitig ermöglicht die vertikale Pick-up-Bauweise einen kompakten Maschinenaufbau. Die Hauptspindel übernimmt das Werkstück direkt vom integrierten Transportband, führt es in den Arbeitsraum und legt es nach der Bearbeitung wieder ab. Separate Beladeroboter oder Portallader sind für viele Anwendungen nicht erforderlich.
Mit einer Aufstellfläche von rund 9,6 Quadratmetern eignet sich die Maschine für kompakte Fertigungslinien und für die Mehrmaschinenbedienung.
Typische Werkstücke für die VL 100 GT
Die Maschine ist für die Klein- bis Großserienfertigung gehärteter Futterteile bis 100 Millimeter Werkstückdurchmesser ausgelegt. Typische Werkstücke sind:
- Getrieberäder und Planetenräder
- Kettenräder und Kettenradträger
- Kurvenringe und Kurvenscheiben
- Pumpenringe und Pumpenräder
- Einzelnocken und Nockenelemente
- Wellengeneratoren für Spannwellengetriebe
Alle diese Bauteile benötigen nach dem Härten eine prozesssichere Feinbearbeitung mit hoher Maßhaltigkeit und definierter Oberflächenqualität.
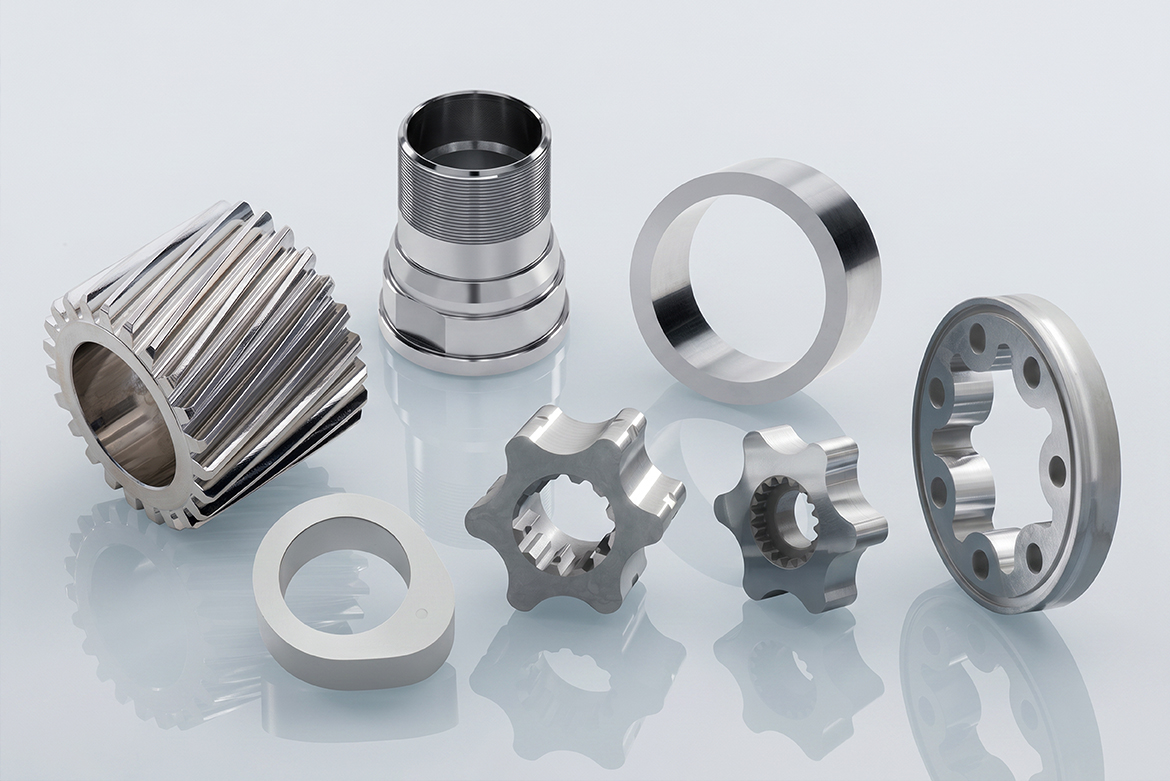
Die VL 100 GT eignet sich für die Feinbearbeitung kleiner Futterteile wie Planetenräder, Kurvenringe, Nocken- und Pumpenbauteile sowie Wellengeneratoren.
Flexibler Arbeitsraum für unterschiedliche Prozessfolgen
Der Arbeitsraum der VL 100 GT ist frei konfigurierbar. Die Maschine kann an das jeweilige Werkstückspektrum angepasst werden – vom reinen Schleifen bis zur vollständigen Kombinationsbearbeitung.
Mögliche Module sind:
- Innenschleifspindel für präzise Bohrungen
- Außenschleifspindel für Mantelflächen, Planschultern und Konturen
- Blockstahlhalter für Hartdrehoperationen
- Abrichtsystem für stabile Schleifprozesse
- Messtaster für Zwischen- und Endmessungen
Damit sind unterschiedliche Prozessvarianten möglich: reines Innenschleifen, Außenschleifen, zweifaches Innenschleifen oder die Kombination aus Hartdrehen, Innenschleifen und Außenschleifen.

Arbeitsraum der VL 100 GT für die kombinierte Dreh- und Schleifbearbeitung. Die Maschine ermöglicht die Feinbearbeitung kleiner Futterteile in einer Aufspannung.
Feinbearbeitung unrunder Konturen
Für unrunde Konturen ist die Dynamik der Achsen entscheidend. Die VL 100 GT verfügt in der aktuellen Generation über einen Linearmotorantrieb in der X-Achse. Damit lassen sich Nockenprofile, Kurvenringe, Kurvenscheiben oder Exzenterflächen mit hoher Präzision bearbeiten.
Der Linearmotor ermöglicht schnelle und exakte Bewegungen ohne Umkehrspiel. Das erweitert das Werkstückspektrum deutlich, insbesondere bei Bauteilen mit komplexen Funktionskonturen.

Arbeitsraum der VL 100 GT mit Außenschleifspindel für die Bearbeitung unrunder Nockengeometrien. Die Konfiguration unterstützt präzise Konturen in der Feinbearbeitung.
Welche Schleiftechnologien kommen zum Einsatz?
Je nach Werkstoff, Härte und Qualitätsanforderung können unterschiedliche Schleifmittel eingesetzt werden. Dazu gehören keramisch gebundene Korundschleifscheiben, galvanisch belegte Schleifscheiben und keramisch gebundene CBN-Schleifscheiben.
CBN eignet sich besonders für die Serienbearbeitung gehärteter Werkstücke. Da das Schleifaufmaß nach dem Hartdrehen gering ist, kann die Schleifscheibe gezielt auf die Endqualität ausgelegt werden. In geeigneten Anwendungen sind Oberflächenwerte im Bereich Rz < 1,2 µm sowie drallfreie Oberflächen möglich.
Prozessüberwachung und integrierte Messtechnik
Für stabile Schleifprozesse ist die VL 100 GT mit Schleifsensorik und Messtechnik ausgestattet. Ein Körperschallsystem unterstützt die Anfunkerkennung zwischen Schleifscheibe und Werkstück sowie zwischen Abrichtrolle und Schleifscheibe.
Eine adaptive Prozessregelung kann die Vorschubgeschwindigkeit an die aktuellen Zerspanungsbedingungen anpassen. Der integrierte Messtaster befindet sich geschützt zwischen Arbeitsraum und Pick-up-Station. Messungen sind vor, während oder nach der Bearbeitung möglich, ohne dass das Werkstück ausgespannt werden muss.

Der integrierte Messtaster prüft die Bearbeitungsergebnisse direkt in der VL 100 GT. So lässt sich die Qualität unrunder Geometrien ohne separates Handling überwachen.