{kind=link}
Kugelgelenke sind aus dem modernen Fahrzeugbau nicht wegzudenken – insbesondere in Fahrwerks- und Lenkungssystemen übernehmen sie sicherheitsrelevante Aufgaben. Was macht ihre Funktionsweise aus, und welche Anforderungen ergeben sich daraus an die präzise Fertigung des Kugelzapfens?
1. Wie funktioniert das Kugelgelenk?
Kugelgelenke gehören zu den grundlegenden Verbindungselementen im Fahrwerks- und Lenkungsbau und stellen dort den etablierten Standard dar. Ihre Funktion basiert auf einem vergleichsweise einfachen, aber technisch anspruchsvollen Prinzip: der beweglichen Lagerung eines Kugelzapfens in einem Gehäuse. Dadurch können Bauteile miteinander verbunden werden, die sich relativ zueinander in mehreren Freiheitsgraden bewegen müssen, ohne die Kraftübertragung zu unterbrechen.
Im Inneren des Kugelgelenks befindet sich der Kugelzapfen, dessen kugelförmiger Kopf in einer passgenauen Lagerschale geführt wird. Diese Lagerschale ist im Gehäuse fixiert und bildet gemeinsam mit der Kugel eine Gleitpaarung. Der Kugelzapfen ist in der Regel fest mit einem Fahrwerks- oder Lenkungsbauteil verbunden, während das Gehäuse am Gegenbauteil montiert ist. Durch diese Anordnung können Kipp- und Schwenkbewegungen ausgeführt werden, etwa beim Ein- und Ausfedern oder beim Lenken des Fahrzeugs.
Die Kraftübertragung erfolgt dabei direkt über die Kontaktfläche zwischen Kugel und Lagerschale. Vertikale Radlasten, Querkräfte aus Kurvenfahrten sowie axiale Kräfte aus Brems- und Lenkvorgängen werden über den Kugelzapfen in das angeschlossene Bauteil eingeleitet. Gleichzeitig erlaubt die kugelförmige Geometrie eine definierte Beweglichkeit in mehreren Freiheitsgraden.

Schnittdarstellung eines Kugelgelenks mit Kugelzapfen, Lagerschale und Gehäuse. Die Abbildung verdeutlicht die kraftübertragende Kugelkontur sowie die präzise Passung der einzelnen Komponenten.
Quelle: S.Wetzel, CC BY-SA 4.0 <https://creativecommons.org/licenses/by-sa/4.0>, via Wikimedia Commons, https://commons.wikimedia.org/wiki/File:KugelgelenkSchnitt.jpg
{kind=link}
2. Aus welchen Komponenten besteht ein Kugelgelenk und welche Funktion hat jedes einzelne Bauteil?
Ein Kugelgelenk ist kompakt aufgebaut, besteht jedoch aus mehreren exakt aufeinander abgestimmten Komponenten. Erst ihr Zusammenspiel ermöglicht die notwendige Beweglichkeit bei gleichzeitiger sicherer Kraftübertragung im Fahrwerk und in der Lenkung.
Zentrales Bauteil ist der Kugelzapfen, bestehend aus Schaft und kugelförmigem Kopf. Über ihn werden alle auftretenden Kräfte aus Radlast, Bremsen und Lenkbewegungen übertragen. Die Kugelgeometrie erlaubt Kipp- und Schwenkbewegungen in mehrere Richtungen, ohne die mechanische Verbindung zu unterbrechen.
Der Kugelkopf ist in einer Lagerschale geführt, die als Gleitpartner dient. Sie reduziert Reibung, verteilt die Lasten gleichmäßig und stellt eine definierte Vorspannung im Gelenk sicher. Ihre Auslegung hat entscheidenden Einfluss auf Verschleißverhalten und Lebensdauer.
Die Lagerschale ist in einem stabilen Gehäuse aufgenommen. Dieses sorgt für die formschlüssige Anbindung an das Fahrwerks- oder Lenkungsbauteil und nimmt die im Betrieb entstehenden Kräfte auf. Die Gehäusesteifigkeit trägt wesentlich zur präzisen Führung der Radaufhängung bei.
Ein Dichtungssystem, meist in Form einer Manschette, schützt den Gelenkraum vor Schmutz und Feuchtigkeit und hält das Schmiermittel im Inneren. Dadurch bleiben Reibung und Verschleiß dauerhaft gering.

Schematische Darstellung eines anatomischen Kugelgelenks, etwa aus dem Hüft- oder Schulterbereich. Die Abbildung zeigt das Zusammenspiel von kugelförmigem Gelenkkopf und Gelenkpfanne und diente als Vorbild für technische Kugelgelenke.
Quelle: Public domain, via Wikimedia, https://commons.wikimedia.org/wiki/File:Kugelgelenk.jpg
{kind=link}
3. Wer hat’s erfunden?
Das Prinzip des Kugelgelenks ist keine technische Erfindung im klassischen Sinn, sondern stammt ursprünglich aus der Natur. Bereits die menschliche Anatomie nutzt diese Gelenkform, etwa im Schulter- oder Hüftgelenk, um Bewegungen in mehrere Richtungen zu ermöglichen. Dort verbindet ein kugelförmiger Gelenkkopf zwei Knochen so miteinander, dass Dreh-, Kipp- und Schwenkbewegungen möglich sind – bei gleichzeitig hoher Stabilität. Genau dieses Funktionsprinzip dient bis heute als konstruktives Vorbild für technische Kugelgelenke.
Die Übertragung dieses biologischen Prinzips auf technische Anwendungen begann mit der Industrialisierung und dem zunehmenden Bedarf an beweglichen, aber belastbaren Verbindungen im Maschinen- und Fahrzeugbau.
Insbesondere im Fahrwerks- und Lenkungsbau wurden Kugelgelenke ab der ersten Hälfte des 20. Jahrhunderts systematisch eingesetzt und weiterentwickelt. Werkstoffe, Fertigungstechniken und Dichtungskonzepte wurden im Laufe der Jahrzehnte kontinuierlich angepasst, um den steigenden Anforderungen an Belastbarkeit, Präzision und Lebensdauer gerecht zu werden. Das anatomische Kugelgelenk blieb dabei stets das grundlegende Vorbild – ein Beispiel dafür, wie biologische Prinzipien dauerhaft in die technische Konstruktion übertragen wurden.

Das Bild zeigt verschiedene Ansichten von Kugelgelenken in einem modernen Fahrzeugfahrwerk. Gut erkennbar sind die Kugelzapfen, die als Verbindungselement zwischen Querlenkern und Achsschenkeln dienen.
4. An welchen Stellen im Fahrwerk eines Pkw sind Kugelgelenke verbaut?
Kugelgelenke kommen als Verbindung zwischen Querlenker und Achsschenkel zum Einsatz. Hier ermöglichen Kugelgelenke das Ein- und Ausfedern des Rades sowie Lenkbewegungen. Gleichzeitig werden Vertikal-, Quer- und Längskräfte aus dem Fahrbahnkontakt sowie aus dem Bremsen und Beschleunigen übertragen. Besonders in der Frontachse sind diese Gelenke hohen dynamischen Belastungen ausgesetzt.
Darüber hinaus kommen Kugelgelenke in der Lenkung zum Einsatz, beispielsweise an den Spurstangenköpfen. Hier sorgen sie für die präzise Übertragung der Lenkbewegungen auf die Räder, selbst wenn sich das Fahrwerk und die Radaufhängung während der Fahrt bewegen. Die Kombination aus Beweglichkeit und Steifigkeit ist dabei entscheidend für ein direktes Lenkgefühl.
Je nach Fahrwerkskonzept kommen Kugelgelenke zudem an weiteren Punkten zum Einsatz, beispielsweise an zusätzlichen Lenkeranbindungen bei Mehrlenkerachsen.
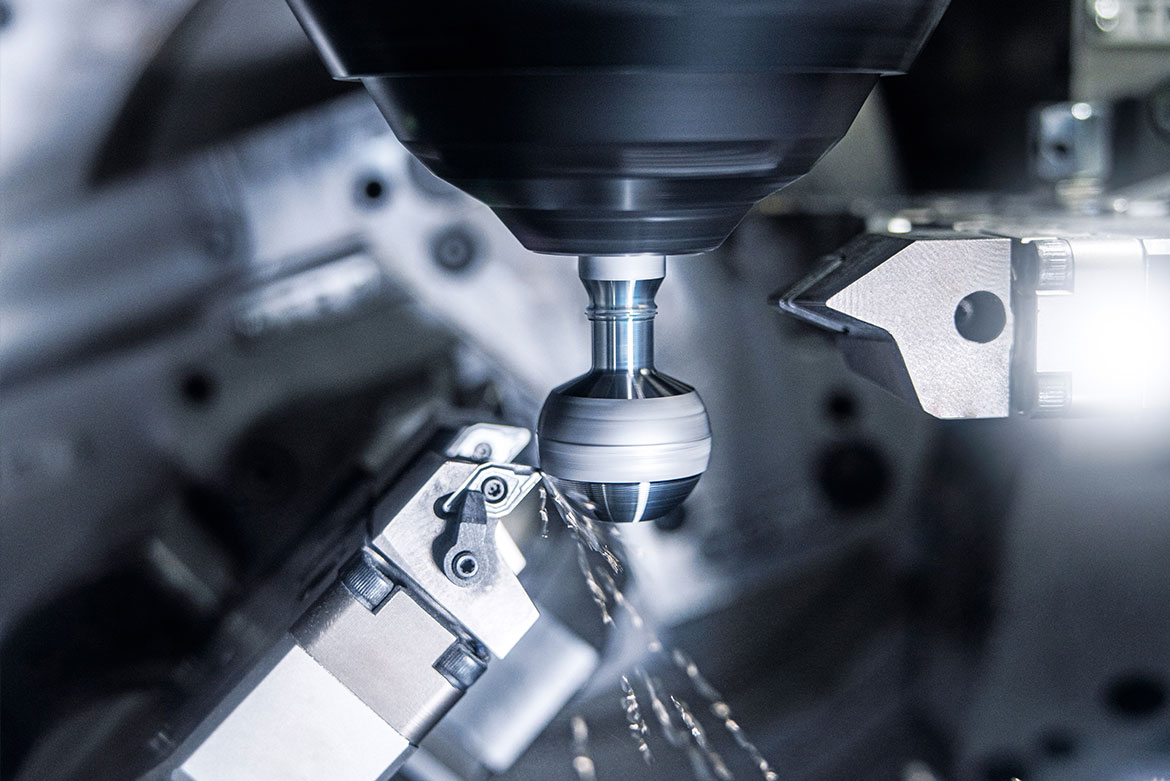
Zerspanung des Kugelkopfes in der VST 50. Die hochpräzisen Werkzeuge sind auf einer rotativen B-Achse positioniert und bearbeiten die Kugelkontur exakt in Form und Oberfläche.
5. Und was bedeutet das alles für die industrielle Produktion?
Die zuvor beschriebenen funktionalen Anforderungen wirken sich direkt auf die industrielle Fertigung aus. Damit ein Kugelgelenk über seine gesamte Lebensdauer hinweg zuverlässig arbeitet, müssen die Kugelgeometrie, die Oberflächengüte und die Maßhaltigkeit des Kugelzapfens exakt eingehalten werden. Bereits geringe Abweichungen im Kugeldurchmesser oder in der Formgenauigkeit können das Reibverhalten verändern, Spiel erzeugen oder den Verschleiß beschleunigen. Die Funktionssicherheit des Kugelgelenks beginnt daher bei der präzisen Bearbeitung des Kugelzapfens.
Für die Serienproduktion bedeutet das: Kurze Taktzeiten dürfen nicht zulasten der Genauigkeit gehen. In der Weichbearbeitung wird die geometrische Basis für alle nachfolgenden Prozessschritte gelegt. Die Bearbeitung des Kugelzapfens auf der EMAG VST 50 erfüllt genau diese Anforderungen. Durch das vertikale Maschinenkonzept mit integriertem Roboterteilehandling lassen sich Kugelzapfen automatisiert mit kurzen Bearbeitungszeiten und reproduzierbarer Qualität fertigen. Die präzise Drehbearbeitung der Kugelkontur stellt sicher, dass Form- und Maßtoleranzen zuverlässig eingehalten werden. Gleichzeitig ermöglichen kurze Nebenzeiten eine wirtschaftliche Fertigung auch bei großen Stückzahlen.

VIDEO VST 50: Massenproduktion trifft auf Innovation. Die Maschine punktet mit extremen Leistungskennzahlen. So beträgt die Span-zu-Span-Zeit weniger als 2 Sekunden – alle sieben Sekunden verlässt ein Kugelzapfen die VST 50.