{kind=link}
Der Wave Generator (Wellgenerator) ist ein zentrales Antriebselement in Wellengetrieben, die insbesondere in der Robotik aufgrund ihrer hohen Untersetzungsverhältnisse bei kompakter Bauweise eingesetzt werden. Die Komponente besteht aus einem Kugellager mit elliptisch verformtem Außenring, das auf einen Welle montiert wird und typischerweise als Eingangsseite des Getriebes fungiert.
Die Fertigung dieser Bauteile stellt Hersteller vor erhebliche technische Herausforderungen: Die geforderten Formtoleranzen im einstelligen Mikrometerbereich bei gleichzeitig komplexen Ellipsengeometrien und dünnwandigen Strukturen erfordern spezialisierte Fertigungsstrategien und entsprechend leistungsfähige Werkzeugmaschinen.

Präzisionskomponente eines Wellengetriebes. Der Wave Generator überträgt die elliptische Bewegung auf das Flexspline und erfordert eine µm-genaue Bearbeitung.
Fertigungstechnische Problemstellungen
Die Bearbeitung dünnwandiger, vergüteter Werkstücke mit Ellipsengeometrien führt zu mehreren Herausforderungen:
- Werkstückverformung durch Spannkräfte Dünnwandige Strukturen neigen unter Spannkraft zur elastischen Verformung. Bei den geforderten Toleranzen von 3 μm führen bereits geringfügige Spannkrafteinflüsse zu Maßabweichungen, die außerhalb der Spezifikation liegen.
- Prozessbedingte Wärmeentwicklung Die Schleifbearbeitung vergüteter Werkstoffe (HRC 40) generiert erhebliche Prozesswärme, die zu thermisch bedingten Formabweichungen führen kann.
- Geometrische Komplexität Die Ellipsenform erfordert eine kontinuierlich interpolierte Bahnbewegung zwischen Werkstück und Werkzeug. Konventionelle Rundschleifverfahren sind hier nicht anwendbar.
- Prozesskettenabhängigkeit Bei sequenzieller Bearbeitung in mehreren Aufspannungen müssen die Referenzflächen (Bohrung/Außendurchmesser) und die Ellipsenkontur in verschiedenen Prozessschritten gefertigt werden, wodurch sich Toleranzketten bilden und die geforderte Symmetrie/Konzentrizität nicht sicher erreichbar ist.
Prozessstrategie: Komplettbearbeitung in einer Aufspannung
Grundprinzip
Die Lösung dieser fertigungstechnischen Herausforderungen liegt in der Komplettbearbeitung aller funktionsrelevanten Flächen in einer einzigen Aufspannung. Durch die Integration von Dreh-, Fräs- und Schleifoperationen auf einer Werkzeugmaschine werden folgende Vorteile realisiert:
- Eliminierung von Umspannfehlern und Toleranzketten
- Gleichzeitige Fertigung von Referenzflächen und Funktionsgeometrie
- Minimierung werkstückbezogener Durchlaufzeiten
- Reduzierung von Handling- und Rüstvorgängen
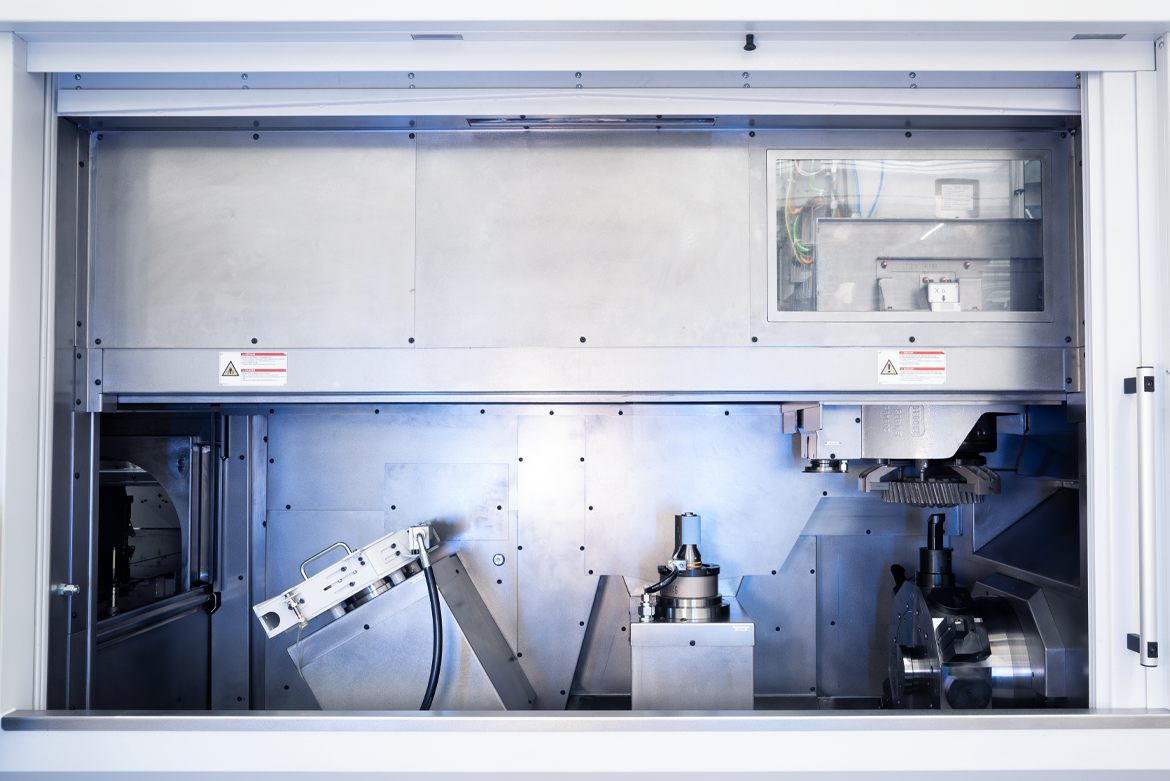
Blick in den Arbeitsraum der VLC 350 GT. Die Maschine vereint Drehen, Fräsen und Schleifen in einer Aufspannung und gewährleistet höchste Form- und Maßgenauigkeit bei komplexen Werkstücken.
Maschinenkonzept: VLC 350 GT
Die VLC 350 GT ist als vertikale Dreh-Schleif-Bearbeitungsmaschine mit folgender Konfiguration ausgeführt:
Technische Ausstattung:
- Vertikal angeordnete Hauptspindel (Werkstückspindel): Ø 400 mm Spannfutter, Schwenkdurchmesser 420 mm
- Revolver mit integrierten Drehwerkzeugen und angetriebenen Werkzeugen
- Innenschleifspindel (B-Achse): Drehzahlbereich 26.000–75.000 min⁻¹
- Außenschleifspindel: Schleifscheibe Ø 400 mm, 7.200 min⁻¹
- Abrichtspindel für automatische Schleifscheibenkonditionierung
- X-Achse mit Linearmotor: 2.390 mm Hub, Eilganggeschwindigkeit 120 m/min
- Z-Achse: 350 mm Hub, Eilganggeschwindigkeit 30 m/min
Prozessrelevante Merkmale:
Der lineare Direktantrieb in der X-Achse ermöglicht hochdynamische Positionierbewegungen ohne mechanisches Umkehrspiel. Dies ist für die Ellipsenbearbeitung von entscheidender Bedeutung, da die kontinuierliche Interpolationsbewegung hohe Beschleunigungen und Richtungswechsel erfordert. Konventionelle Kugelumlaufspindeln weisen hier aufgrund des Umkehrspiels Bahnabweichungen auf, die bei den geforderten Toleranzen nicht akzeptabel sind.
Die VLC 350 GT vereint Drehen, Fräsen und Schleifen in einer Maschine. Ihr vertikales Pick-up-Konzept ermöglicht die Komplettbearbeitung in einer Aufspannung bei höchster Präzision.
Die Vorteile der Bearbeitung in einer Aufspannung
Die Fertigung von Wave Generatoren für Harmonic Reducer stellt aufgrund enger Toleranzen, komplexer Geometrien und dünnwandiger Strukturen hohe Anforderungen an die Fertigungstechnik. Die Komplettbearbeitung auf der VLC 350 GT durch Integration von Dreh-, Fräs- und Schleifoperationen in einer Aufspannung bietet folgende Vorteile:
Technisch:
- Prozesssichere Einhaltung von Toleranzen im Bereich 3–5 μm
- Elimination von Toleranzketten durch simultane Referenz- und Konturbearbeitung
- Hochpräzise Ellipsenbearbeitung durch Linearmotor-gesteuerte NC-Interpolation
- Integriertes Werkstückhandling und Autonomie dank Pick-up-Spindel und O-Band-Automation
- Modulare Roboterzellen verfügbar
Wirtschaftlich:
- Reduzierung von Taktzeiten durch Kombination spanender Verfahren
- Minimierung von Durchlaufzeiten und Kapitalbindung
- Senkung von Qualitätskosten durch Prozesssicherheit
Strategisch:
- Flexible Anpassung an Produktvarianten
- Skalierbarkeit für unterschiedliche Bauteilgrößen
- Zukunftssichere Technologie für wachsende Anforderungen in der Robotik