Un desafío particular en la industria automotriz moderna lo representa la fabricación de piñones de dirección. Estos componentes de dentado de alta precisión son elementos indispensables en los sistemas de dirección y deben cumplir con los más altos estándares de calidad, al mismo tiempo que se producen de manera económica en grandes volúmenes. La combinación de exigencias en precisión dimensional, calidad superficial y estabilidad del proceso requiere soluciones de manufactura especializadas.
En la entrevista, Konstantin Ungefuk, jefe de la Unidad de Negocio de Dentado en Blando en EMAG, explica la compleja cadena de procesos involucrada en el mecanizado de piñones de dirección. Ofrece una visión detallada de cada etapa del proceso, desde el torneado de la pieza en bruto, pasando por el fresado por generación en estado blando, el rectificado de precisión de los asientos de rodamiento después del tratamiento térmico, hasta el skiving final del dentado endurecido.
Señor Ungefuk, los piñones de dirección son componentes clave de los sistemas de dirección modernos. ¿Qué retos particulares plantean estos componentes para la fabricación?

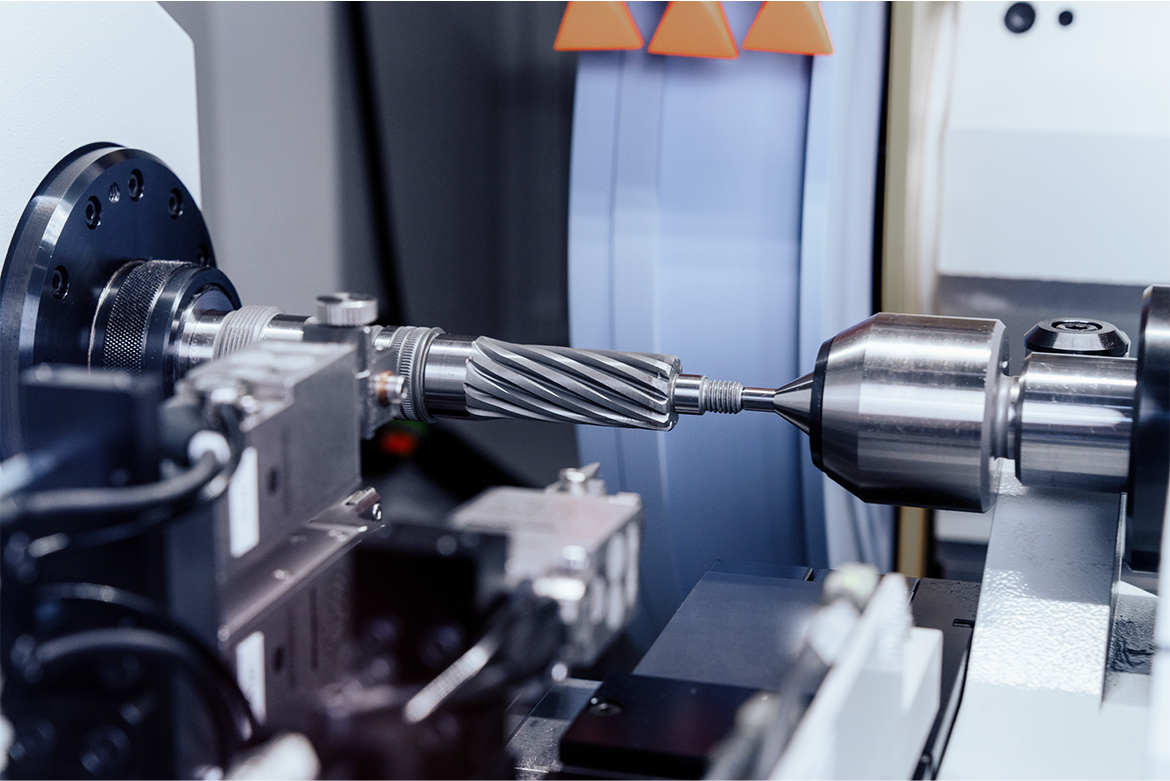
Skiving para alcanzar la calidad superficial final y la precisión dimensional en piñones de dirección.
Los piñones de dirección cumplen una función crítica en el vehículo, ya que deben transmitir con absoluta precisión el movimiento de dirección al sistema de dirección. El principal desafío radica en la combinación de altos volúmenes de producción con tolerancias extremadamente estrechas. Estamos hablando de componentes que deben fabricarse conforme a DIN 7–8 en estado blando y a DIN 7 en estado endurecido.
Esto exige una cadena de procesos cuidadosamente diseñada, capaz de garantizar tanto la máxima precisión como la viabilidad económica en un entorno de producción en serie.
¿Podría explicarnos la cadena completa de procesos de manera general?
Nuestra cadena de procesos para piñones de dirección consta de cuatro etapas principales. En primer lugar, se realiza el mecanizado del desbaste mediante torneado, donde se procesan piezas forjadas de 14NiCr14 para definir la geometría básica del componente. El segundo paso es el fresado por generación antes del tratamiento térmico, realizado en nuestra máquina K 160, en el que se forma el dentado en estado blando. Durante este mecanizado previo, los asientos de rodamiento y los flancos de los dientes se producen con sobre metal para las etapas posteriores de mecanizado duro. A continuación, tiene lugar el tratamiento térmico, ya sea mediante cementado o temple por inducción, seguido del rectificado de precisión de los asientos de rodamiento en la WPG 7, con el fin de compensar las deformaciones inducidas por el endurecimiento. Finalmente, el dentado endurecido se lleva a su calidad final mediante skiving, nuevamente en la K 160, garantizando así la precisión dimensional, la calidad de flancos y el comportamiento funcional requeridos.

La cadena de procesos completa, desde el torneado hasta el piñón de dirección
Comencemos con el primer paso. ¿Qué parámetros son especialmente críticos en el mecanizado de la pieza en bruto?
Durante el torneado de la pieza en bruto, damos especial importancia al cumplimiento de las tolerancias de concentricidad y de planicidad. Estos parámetros son determinantes para la calidad posterior del dentado. Mecanizamos con alta precisión la geometría básica, los asientos de rodamiento y las caras planas, ya que cualquier desviación en esta etapa se propagaría a lo largo de los procesos posteriores. El material 14NiCr14 ofrece en este sentido buena maquinabilidad en estado blando y, al mismo tiempo, proporciona las propiedades mecánicas necesarias después del tratamiento térmico, lo que lo convierte en una opción muy adecuada para este tipo de componentes.
Rectificado de precisión de los asientos de rodamiento de un piñón de dirección tras el proceso de endurecimiento en la WPG 7.
Pasemos al hobbing antes del temple. ¿Qué hace que la máquina de hobbing K 160 sea especialmente adecuada para este paso del proceso?
La K 160 fue diseñada específicamente para aplicaciones de alta productividad, como el mecanizado de piñones de dirección. Una característica esencial es su alta dinámica, con velocidades de fresa de hasta 12,000 rpm, lo que permite tiempos de mecanizado cortos. Para el dentado en estado blando utilizamos fresas tipo vástago, optimizadas para el recorrido de desplazamiento máximo de 160 mm. Esto permite un aprovechamiento económico de las herramientas a lo largo de toda su vida útil.
Otro factor decisivo es la automatización: la K 160 está equipada con un pórtico de carga y un gripper de doble rotación que alimenta las piezas correctamente orientadas en cuestión de segundos. Esta automatización reduce considerablemente los tiempos auxiliares y aumenta la seguridad del proceso, ya que se eliminan los errores derivados de la manipulación manual.

La EMAG K 160 permite tiempos de ciclo inferiores a 30 segundos en el mecanizado del dentado de piñones de dirección.
Tras el hobbing sigue el endurecimiento. ¿Qué deformaciones suelen producirse y cómo se compensan?
Durante el endurecimiento, ya sea por cementación o por inducción, el tratamiento térmico provoca inevitablemente deformaciones en la pieza de trabajo. Estas dan lugar a desviaciones en los asientos de rodamiento y en la geometría del dentado. Para corregir las deformaciones en los asientos de rodamiento, recurrimos al rectificado de precisión con la WPG 7. La calidad requerida del dentado templado la alcanzamos mediante skiving en la K 160.
La WPG 7 está equipada con sistemas de medición de desplazamiento de alta precisión en los ejes X y Z y cuenta con una estructura base termoestable que garantiza condiciones constantes incluso en operación continua. El husillo de la pieza de trabajo puede equiparse, según las necesidades, con una punta fija o giratoria (MK4 o W20), lo que ofrece flexibilidad para diferentes geometrías de piñones de dirección. La máquina está diseñada de forma óptima para piezas de trabajo de hasta 250 mm de longitud y un peso máximo de 30 kg.

La compacta WPG 7 corrige las deformaciones causadas por el endurecimiento en los asientos de rodamiento de los piñones de dirección con una precisión de micrómetros.
¿Qué papel desempeña la medición durante el proceso en esta etapa?
La medición durante el proceso es un factor decisivo para el control de calidad. Permite una supervisión continua de la operación de rectificado sin interrumpir el proceso de mecanizado. De este modo, podemos detectar y corregir inmediatamente las desviaciones antes de que se produzcan piezas defectuosas. Esto es especialmente importante en los asientos de rodamiento, ya que su precisión influye directamente en la suavidad de funcionamiento y la vida útil del piñón de dirección. Además, la integración del pórtico lineal para la carga y la descarga minimiza los tiempos muertos y contribuye a la rentabilidad del proceso.
El último paso es el fresado por generación del perfil de los dientes endurecidos. ¿Qué particularidades técnicas hay que tener en cuenta aquí?
El fresado por laminación en estado endurecido es un proceso de alta precisión que plantea requisitos especiales para la máquina y la herramienta. Aquí volvemos a utilizar la K 160, aunque con parámetros adaptados para el mecanizado en duro. La máquina debe ser extremadamente rígida para soportar las mayores fuerzas de corte y, al mismo tiempo, ofrecer la máxima precisión de posicionamiento.
La velocidad de corte y el diseño del perfil de la herramienta son decisivos para la rentabilidad. Mediante la combinación adecuada de estos parámetros, alcanzamos tiempos de ciclo inferiores a 30 segundos por pieza de trabajo, dependiendo del número de dientes y de la geometría de la pieza de trabajo. El fresado por arranque no solo corrige las deformaciones causadas por el endurecimiento, sino que también garantiza la calidad de superficie deseada, imprescindible para un funcionamiento óptimo del piñón de dirección. En este caso, el fresado por arranque sustituye al costoso rectificado de engranes.

Acabado de alta precisión de un piñón de dirección templado mediante fresado por arranque de viruta para alcanzar la calidad de dentado DIN 7.
¿Cómo garantizan la seguridad del proceso a lo largo de toda la cadena de producción?
Para nosotros, la seguridad del proceso comienza con un diseño de máquina bien pensado. Ambas máquinas utilizadas —la K 160 y la WPG 7 cuentan con cuerpos base termoestables que minimizan las fluctuaciones de temperatura durante el funcionamiento. La comprobación de posición integrada en la alimentación de piezas garantiza que cada componente se coloque correctamente antes de que comience el mecanizado.
Otro aspecto importante son los sistemas automatizados de carga y descarga, que contribuyen a la seguridad del proceso al minimizar los errores humanos y garantizar condiciones constantes, un factor decisivo en la fabricación en serie a gran escala.
Muchas gracias por la entrevista.