{kind=link}
Con el auge de la electromovilidad, el enfoque en la manufactura cambia de forma significativa: componentes que en el motor de combustión podían “pasar desapercibidos” gracias al enmascaramiento de ruidos y vibraciones, en los motores eléctricos son evaluados de manera mucho más crítica. La razón es simple: el motor de combustión genera un amplio espectro de ruido que enmascara muchos sonidos secundarios. En el motor eléctrico, este “telón de fondo” acústico desaparece en gran medida, por lo que las desviaciones en forma, posición y superficie se vuelven mucho más perceptibles.
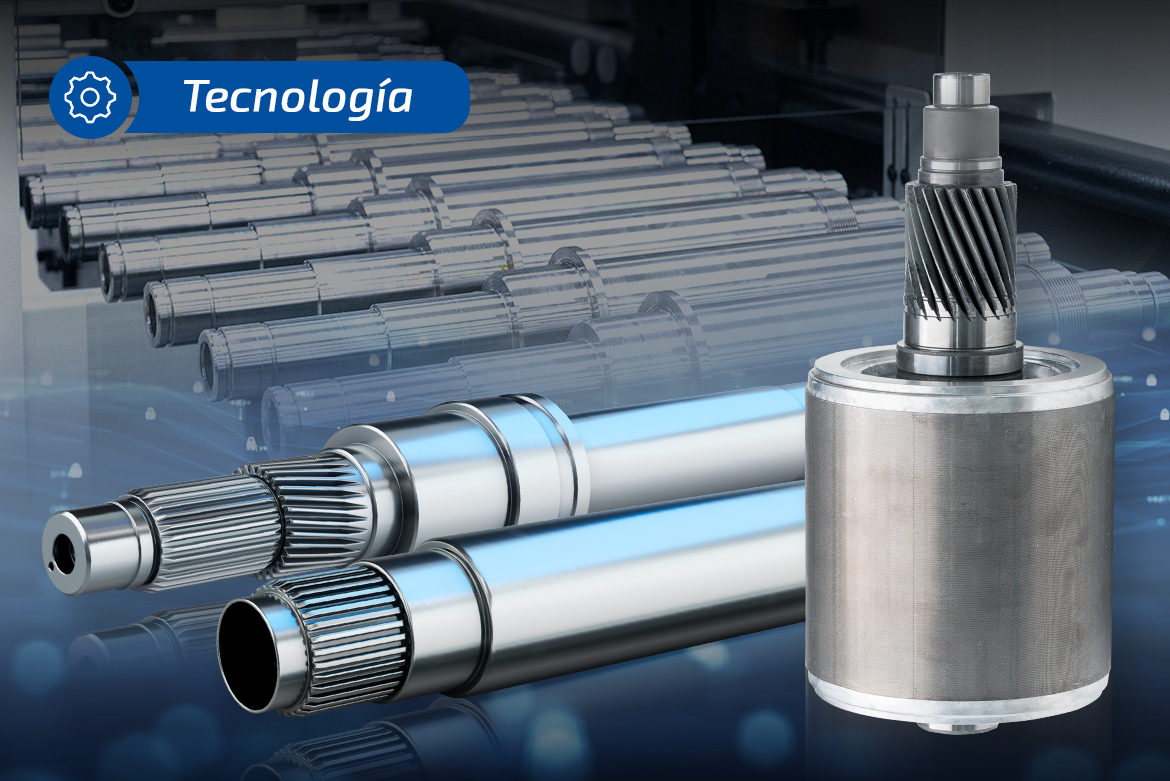
Para la fabricación de estos componentes, esto significa que las exigencias en cuanto a precisión dimensional, concentricidad, calidad superficial y calidad del dentado aumentan — no por una cuestión de fines propios, sino porque influyen directamente en el comportamiento NVH (ruido, vibración y aspereza), la eficiencia y la durabilidad. Incluso pequeños errores geométricos pueden manifestarse como tonalidades acústicas o excitaciones vibracionales a altas revoluciones. Componentes como la flecha del rotor se convierten en el centro de atención, ya que están sometidos a altas cargas tanto funcionales como dinámicas, y reúnen varias interfaces precisas.
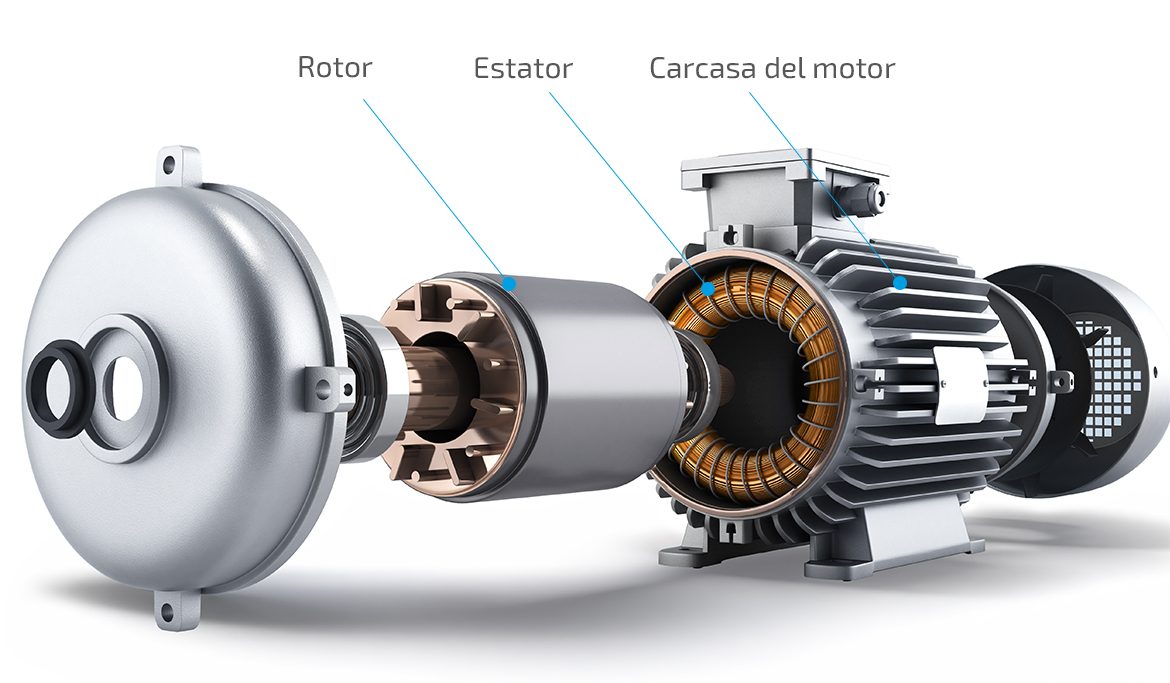
Representación explosionada de un motor eléctrico con rotor, estator y carcasa del motor.
Motor eléctrico en perspectiva general – Ejemplo VW ID.3
Para entender el papel de la flecha de rotor, vale la pena echar un vistazo a la estructura típica de un sistema de transmisión eléctrica integrada, como el que se utiliza en el VW ID.3. En una construcción compacta, se combinan varios grupos funcionales:
- Rotor: Elemento electromagnético giratorio.
- Flecha de rotor: Elemento mecánico de soporte y transmisión; conecta el rotor con la(s) etapa(s) de la transmisión y define superficies de referencia centrales (p. ej., puntos de apoyo).
- Estator: Componente fijo del motor eléctrico; el rotor gira dentro del estator.
- Carcasa: Elemento estructural que aloja el motor eléctrico, los cojinetes y la transmisión; garantiza la rigidez, la disipación del calor y la estanqueidad.
- Caja de cambios/diferencial: Relación de transmisión y distribución de la fuerza al tren de transmisión; suele estar integrado en la misma zona de la carcasa.
Posición y función de la flecha de rotor en el sistema:
La flecha de rotor se encuentra en el interior del accionamiento eléctrico. Soporta el rotor (o el paquete del rotor) y gira sobre puntos de apoyo definidos en la carcasa. En el lado de la transmisión, establece la interfaz mecánica con la siguiente etapa, ya sea mediante un engrane de acoplamiento (spline) o, según el diseño, mediante un engrane de rodadura ya integrado. De este modo, la flecha de rotor es a la vez un componente de precisión, un componente dinámico (altas velocidades del motor) y un elemento de conexión entre el motor eléctrico y la transmisión.
Tipos de construcción de flechas de rotor e interfaces con la transmisión
Las flechas de rotor se pueden clasificar básicamente según su diseño y según el tipo de interfaz con la transmisión. Ambos aspectos influyen en la estrategia de fabricación, el control de calidad y el diseño de la cadena de procesos posterior.
1) Flechas de rotor monolíticos (de una sola pieza)
Las flechas de rotor monolíticos se fabrican a partir de una sola pieza en bruto, normalmente a partir de material en barra o de un corte de sierra. Se caracterizan por una unión continua del material sin puntos de unión.
Características típicas:
- Sin cadenas de tolerancia en las uniones ni influencias térmicas debidas a la soldadura
- La definición de referencias geométricas (p. ej., puntos de apoyo, centros) puede establecerse de forma muy «directa»
- Especialmente adecuado cuando el espacio de montaje, el material y la geometría permiten un diseño de una sola pieza
Para la fabricación es fundamental que las superficies funcionales —especialmente los puntos de apoyo y las zonas dentadas— se fabriquen con una alta precisión geométrica y posicional entre sí. A altas velocidades del motor, la importancia de la concentricidad y la calidad de la superficie se hace aún más evidente.

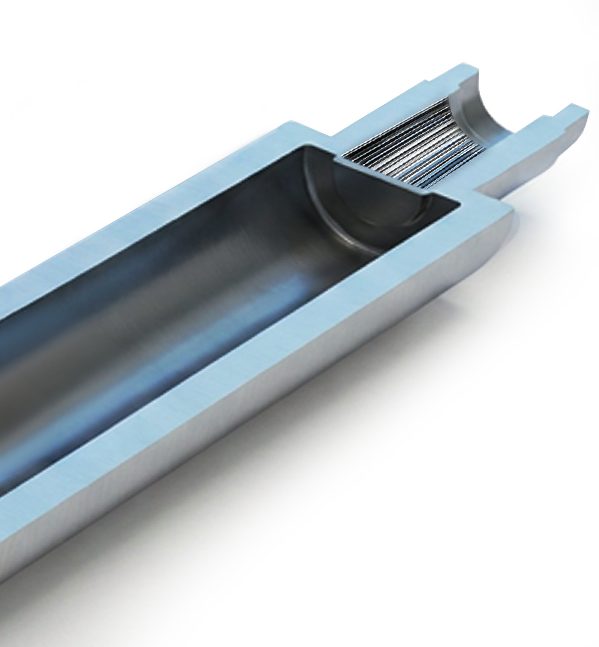
Flecha de rotor de fabricación monolítica con dentado integrado. La flecha se fabrica a partir de material en barra y combina las funciones de flecha de rotor y flecha de entrada en un solo componente.
2) Flecha de rotor construidas / ensambladas (multicomponente)
En el caso de las flechas de rotor ensambladas, el componente consta de al menos dos, y a menudo tres, piezas individuales que se unen durante el proceso de fabricación para formar un eje de rotor completo. Los procedimientos habituales son:
- Soldadura láser (alta precisión, fácil de automatizar, adecuada para la producción en serie)
- Soldadura por fricción (proceso de unión robusto, también apto para procesos en serie)
¿Por qué un diseño multicomponente?
Los conceptos multicomponente surgen, por ejemplo, a partir de restricciones de espacio, combinaciones de materiales, integración de funciones o de la necesidad de fabricar determinados segmentos de manera más eficiente. Al mismo tiempo, aumentan los requisitos de control del proceso ya que las zonas de unión influyen en la concentricidad, la calidad de la superficie, la precisión dimensional y, potencialmente, también en el comportamiento de deformación en procesos posteriores.
Especialmente en el contexto de la electromovilidad, las flechas de rotor ensambladas sólo resultan económicamente viables cuando los procesos de unión y los procesos auxiliares (por ejemplo, limpieza, prensado o precalentamiento) están encadenados de manera estable y asegurados en términos de calidad, ya que cada operación adicional tiene un impacto directo en el tiempo de ciclo, la estabilidad del proceso y la precisión global del componente.
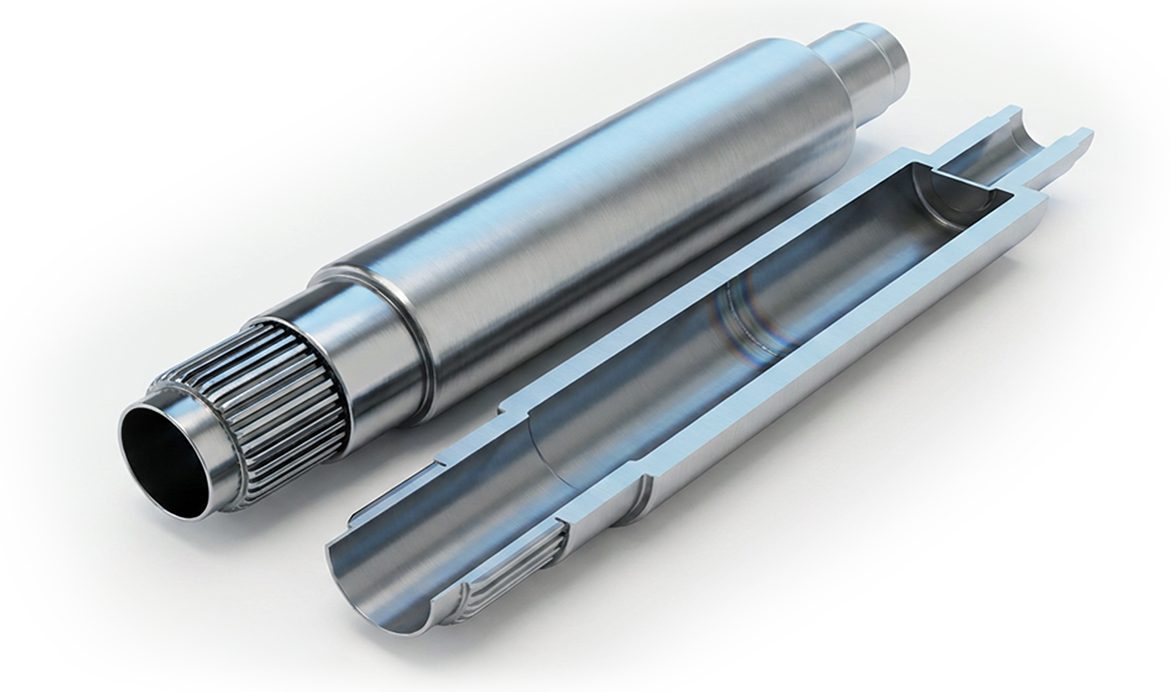
Flecha de rotor multicomponente unida mediante soldadura láser. La zona de unión es visible y muestra la transición entre los distintos componentes individuales de la flecha.
3) Variantes de interfaz con la transmisión
Independientemente del diseño, el diseño de la interfaz con el lado de la transmisión es decisivo.
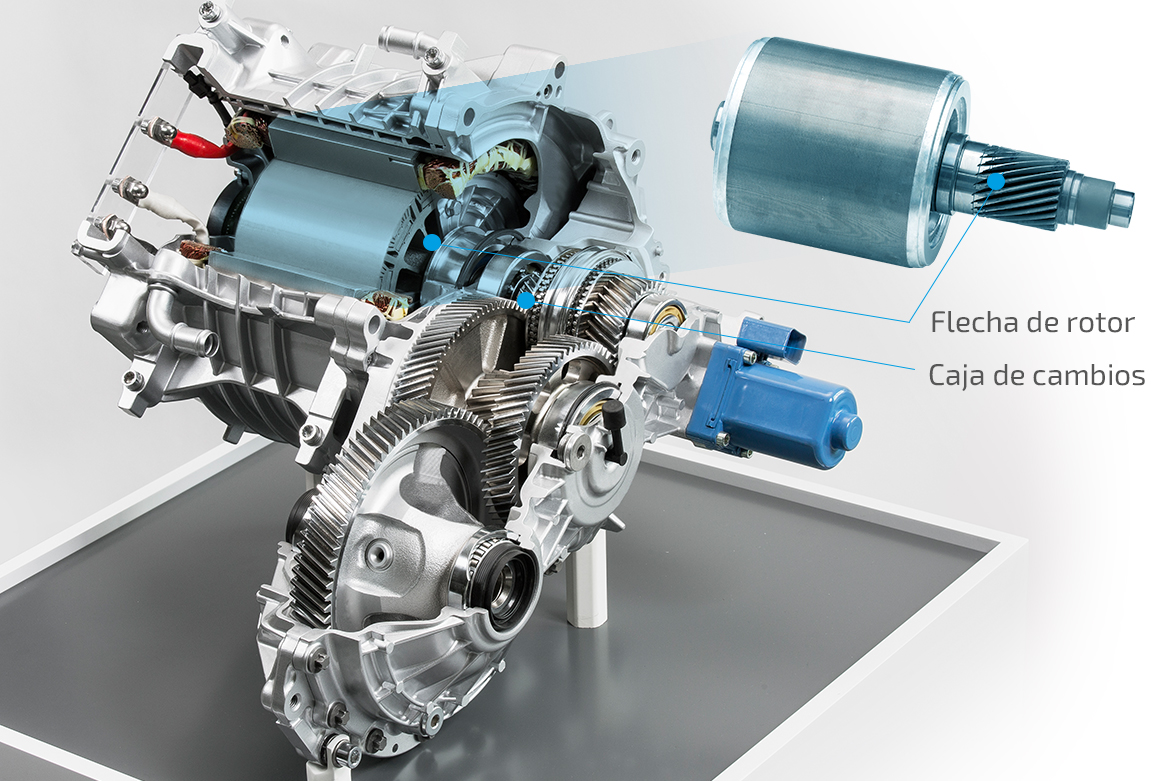
Representación de la interfaz mecánica entre la flecha del rotor y la transmisión. Se muestra la transmisión de par por arrastre de forma a través del engranaje en el motor eléctrico.
Aquí se han establecido tres variantes típicas:
Vista detallada de una flecha de rotor con dentado interno. El dentado interno sirve como interfaz de acoplamiento positivo para la transmisión del par al engranaje.
a) Dentado interno (spline)
La flecha del rotor cuenta con un dentado interno configurado como estría de acoplamiento (spline). Esta estría transmite el par de manera por arrastre de forma a un componente complementario (por ejemplo, flecha / cubo).
Características:
- Transmisión del par a través de flancos de acoplamiento por forma
- No se trata de un «engrane de rodadura» clásico, sino de un engrane de acoplamiento centrado en el ajuste y la unión por fuerza
Altos requerimientos en la calidad del perfil y de los flancos, así como en las tolerancias de posición respecto a la geometría de referencia.

Flecha del rotor con dentado spline externo. El dentado de acoplamiento transmite el par de forma positiva entre la flecha del rotor y el componente de la transmisión.
b) Dentado externo (spline)
De forma análoga al dentado interno, el dentado externo está diseñado como un dentado de acoplamiento. Su función principal es igualmente la transmisión de par.
Características:
- Variante frecuente para acoplamientos compactos
Son críticos aquí, entre otros, el recorrido hasta el lugar de almacenamiento, la calidad de los flancos y el control de las áreas de bordes y de salida, dependiendo del concepto de dentado

Flecha del rotor con dentado de rodadura integrado. El dentado está permanentemente engranado y transmite el par directamente dentro de la transmisión.
c) Flecha del rotor con dentado de rodadura (funciona al mismo tiempo como flecha de entrada)
En esta variante, la flecha del rotor ya lleva el engrane de rodadura, por lo que asume además la función de flecha de entrada a la transmisión.
Características:
- Integración de funciones: menos interfaces/componentes
- Al mismo tiempo, mayores exigencias en cuanto a la calidad del dentado, ya que el engrane no solo se acopla, sino que también está en contacto durante el funcionamiento
Especialmente sensible en cuanto a comportamiento acústico, calidad de la superficie y modificaciones de los flancos
El motor eléctrico eleva de manera significativa los requisitos para los componentes de precisión, ya que se elimina el problema acústico y las altas velocidades de rotación amplifican el efecto de incluso las menores desviaciones geométricas. En este contexto, la flecha del rotor desempeña un papel clave: conecta el rotor con la transmisión, soporta los asientos de los rodamientos y define sistemas de referencia críticos para todo el conjunto.
Ya sea monolítica o ensamblada, y ya sea con estría interna/externa o con dentado de rodadura integrado, el tipo constructivo elegido y la interfaz con la transmisión determinan qué características de calidad son prioritarias y cómo deben diseñarse adecuadamente los conceptos de fabricación e inspección.