En la fabricación de pequeñas piezas chuck, las exigencias de precisión y rentabilidad aumentan simultáneamente. Ruedas de engrane, engranes planetarios, ruedas dentadas, anillos de leva, anillos de bombas, levas individuales o generadores de onda deben someterse a un mecanizado final preciso después del endurecimiento. Se requieren tolerancias dimensionales y de forma muy estrechas, relaciones de posición estables y calidades superficiales definidas – frecuentemente en grandes volúmenes de producción.
La VL 100 GT de EMAG está diseñada para esta tarea. Este centro vertical de torneado y rectificado combina torneado duro y rectificado en una sola máquina, permitiendo el mecanizado de acabado de alta precisión de pequeñas piezas chuck de hasta 100 milímetros de diámetro en una sola sujeción. Esto reduce errores por reclampe, acorta los tiempos de proceso y garantiza de forma fiable calidades superficiales exigentes.
Precisión después del tratamiento térmico: el paso crítico de la fabricación
Después del endurecimiento, los componentes suelen presentar deformaciones o desviaciones dimensionales. El mecanizado de acabado debe corregir estas desviaciones y, al mismo tiempo, generar las superficies funcionales requeridas. Especialmente exigentes son las piezas con varias geometrías relevantes: taladros, superficies planas, diámetros exteriores, superficies de rodadura o contornos no circulares deben no solo ser precisos individualmente, sino también mantener una relación exacta entre sí.
En producciones de alto volumen, cualquier inestabilidad en el proceso impacta directamente en el rechazo, el retrabajo y el costo por pieza. Por ello, lo decisivo no es únicamente la precisión alcanzable de una máquina, sino la estabilidad de toda la cadena de proceso.
¿Cómo combina la VL 100 GT el torneado duro y el rectificado?
La VL 100 GT aprovecha las ventajas de ambos procesos. Las superficies que pueden tornearse de forma económica se realizan mediante torneado duro. Las superficies funcionales de alta precisión se rectifican posteriormente. La pieza permanece en la misma sujeción durante todo el proceso.
Secuencia típica del proceso:
- Carga automática mediante el husillo pick-up
- Torneado duro de superficies adecuadas, por ejemplo, caras planas, chaflanes o rebajes
- Rectificado de geometrías de precisión, como orificios, diámetros exteriores o superficies de rodadura
- Control de calidad integrado con sonda de medición
- Descarga automática de la pieza terminada
Mediante el torneado duro, el sobre material se reduce a unos pocos micrómetros. El disco abrasivo se encarga del acabado. Esto acorta el tiempo de rectificado, reduce el desgaste de herramientas y contribuye a obtener valores de superficie estables.
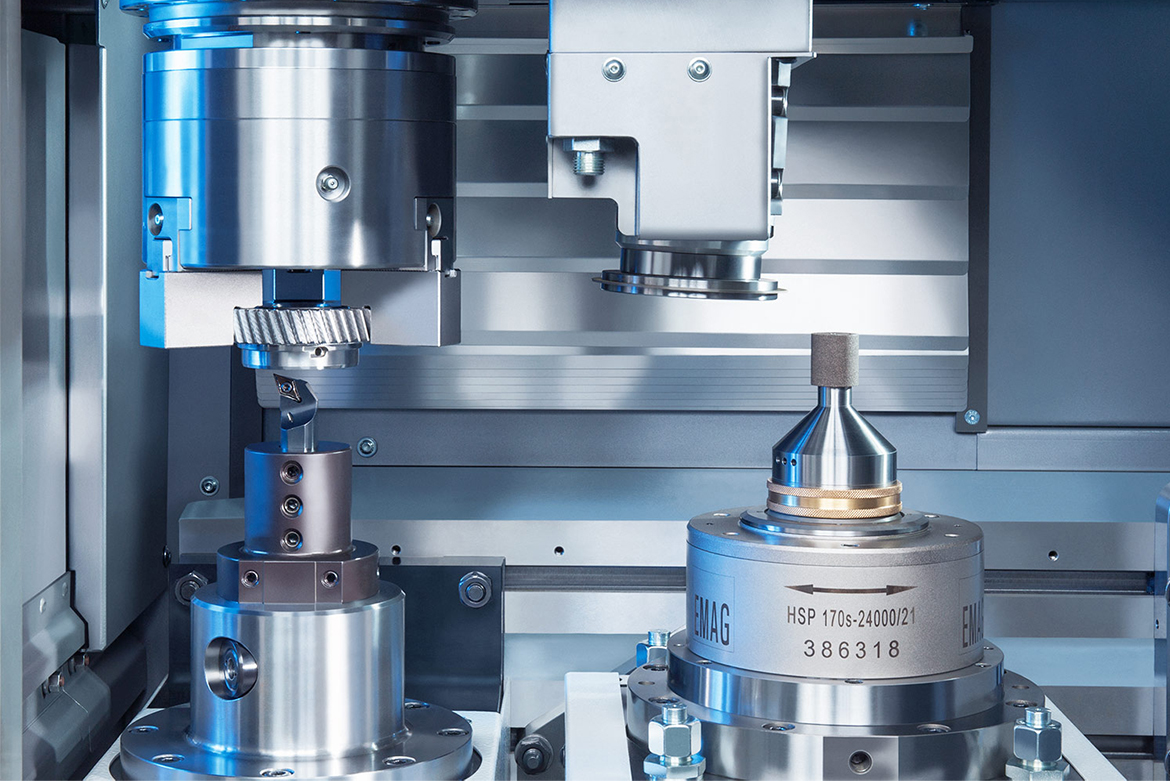
Área de trabajo de la VL 100 GT con estaciones de herramientas para el torneado duro y el rectificado. La combinación de ambos procesos permite el mecanizado de precisión sin necesidad de cambiar la sujeción.
Mecanizado en una sola sujeción
El mecanizado en una sola sujeción es un factor clave para la calidad. En las cadenas de proceso tradicionales, la pieza de trabajo se transporta entre varias máquinas y se vuelve a sujetar. Cada operación de sujeción puede provocar errores de alineación.
En la VL 100 GT, el torneado duro, el rectificado y la medición se realizan en una secuencia de proceso continua. Esto permite mantener con alta precisión las relaciones geométricas, como la relación entre taladro y cara plana o entre diámetro exterior y taladro.
| Ventaja | Efecto en la fabricación |
| Sin cambio de sujeción entre el proceso de torneado y rectificado | Mayor precisión de posición |
| Menos manipulación | Plazo de entrega más corto |
| Reducción del sobrematerial de rectificado | Menor desgaste de los discos de rectificado |
| Medición integrada | Control de calidad sin manipulación adicional |
|
Mecanizado combinado |
Costos unitarios más bajos con una calidad estable |
Diseño vertical para una evacuación estable de virutas y lodos de rectificado
El diseño vertical favorece un mecanizado de precisión limpio y estable. Las virutas y los lodos de rectificado caen por gravedad hacia abajo, fuera de la zona de trabajo. Esto reduce la acumulación de residuos sobre la pieza, los dispositivos de sujeción o las zonas de guiado.
Al mismo tiempo, el diseño vertical del sistema de recogida permite una estructura compacta de la máquina. El husillo principal recoge la pieza de trabajo directamente de la banda transportadora integrada, la introduce en el área de trabajo y la deposita de nuevo después del mecanizado. En muchas aplicaciones no son necesarios robots de carga o sistemas tipo pórtico independientes.
Con una superficie de instalación de aproximadamente 9,6 metros cuadrados, la máquina es adecuada para líneas de producción compactas y para operación de varias máquinas por un solo operador.
Piezas de trabajo típicas para la VL 100 GT
La máquina está diseñada para la f producción en series pequeñas, medianas y grandes de piezas chuck con un diámetro de la pieza de trabajo de hasta 100 milímetros. Las piezas típicas son:
- engranes de caja de cambios y engranes planetarios
- Ruedas dentadas para cadena y portaruedas dentadas
- Anillos de leva y discos de leva
- Anillos de bomba e impulsores
- Levas individuales y elementos de leva
- Generadores de onda para transmisiones armónicas
odos estos componentes requieren, después del tratamiento térmico, un mecanizado de acabado confiable, con alta precisión dimensional y una calidad superficial definida.

La VL 100 GT es adecuada para el mecanizado de precisión de pequeñas piezas chuck, como engranes planetarios, anillos de leva, componentes de leva y de bombas, así como generadores de onda.
Área de trabajo flexible para diferentes secuencias de proceso
El área de trabajo de la VL 100 GT se puede configurar libremente. La máquina se puede adaptar a la gama de piezas de trabajo correspondiente, desde operaciones de rectificado puro hasta un mecanizado combinado completo.
Los módulos disponibles son:
- Husillo de rectificado interior para taladros de precisión
- Husillo de rectificado exterior para superficies cilíndricas, hombros frontales y contornos
- Porta herramientas de acero macizo para operaciones de torneado duro
- Sistema de perfilado para procesos de rectificado estables
- Sonda de medición para mediciones intermedias y finales
Esto permite diferentes variantes de proceso: Rectificado interior únicamente,
Rectificado exterior únicamente, rectificado externo, doble rectificado interno o la combinación de torneado duro, rectificado interno y rectificado externo.

Área de trabajo de la VL 100 GT para el mecanizado combinado de torneado y rectificado. La máquina permite el mecanizado de precisión de piezas chuck en una configuración.
Acabado de precisión de contornos no circulares
En el mecanizado de contornos no circulares, la dinámica de los ejes es un factor determinante. La VL 100 GT, en su generación más reciente, incorpora un accionamiento por motor lineal en el eje X. Esto permite mecanizar con alta precisión perfiles de leva, anillos de leva, discos de leva o superficies excéntricas.
El motor lineal permite realizar movimientos rápidos y precisos, sin juego por inversión. Esto amplía considerablemente la gama de piezas que pueden mecanizarse, especialmente en componentes con contornos funcionales complejos.

Área de trabajo de la VL 100 GT con husillo de rectificado exterior para el mecanizado de geometrías de levas no circulares. Esta configuración permite obtener contornos de alta precisión durante el mecanizado de precisión.
¿Qué tecnologías de rectificado se utilizan?
Dependiendo del material, la dureza y los requisitos de calidad, pueden emplearse diferentes abrasivos. Entre ellos se incluyen muelas de corindón con aglomerante cerámico, muelas electrodepositadas y muelas de CBN con aglomerante cerámico.
El CBN es especialmente adecuado para la producción en serie de piezas endurecidas. Como el sobrematerial de rectificado después del torneado duro es mínimo, la muela puede optimizarse específicamente para alcanzar la calidad final requerida. En aplicaciones adecuadas, es posible obtener valores de rugosidad de Rz < 1.2 µm, así como superficies libres de marcas helicoidales
Supervisión del proceso y metrología integrada
Para garantizar procesos de rectificado estables, la VL 100 GT está equipada con sensores para rectificado y tecnología de medición integrada. Un sistema de emisión acústica facilita la detección del primer contacto entre la muela y la pieza, así como entre el rodillo diamantador y la muela.
Un sistema de control adaptativo del proceso puede ajustar la velocidad de avance en función de las condiciones actuales de mecanizado. La sonda de medición integrado está protegida entre el área de trabajo y la estación pick-up. Las mediciones pueden realizarse antes, durante o después del mecanizado, sin necesidad de retirar la pieza de su sujeción.

La sonda de medición integrada verifica los resultados del mecanizado directamente en la VL 100 GT. De este modo, se puede supervisar la calidad de las geometrías no circulares sin necesidad de manipulación adicional o mediciones en un equipo externo