{kind=link}
Las cajas de junta homocinética se encuentran entre los componentes técnicamente más exigentes en los sistemas de transmisión de los vehículos motorizados. Junto con los cubos de bolas, las jaulas de bolas y los muñones de eje, forman la base de las juntas homocinéticas, que permiten una transmisión uniforme de la fuerza entre dos ejes, incluso con ángulos variables y compensación de longitud. La calidad de fabricación de las pistas de rodadura de las bolas en estos componentes determina de manera decisiva la funcionalidad, la suavidad de marcha y la vida útil de todo el sistema de transmisión.
Requisitos técnicos para el mecanizado de pistas de rodadura de bolas
El mecanizado de las pistas de rodadura de bolas en las cajas de articulación y los cubos de bolas plantea los más altos requisitos a las máquinas herramienta y a los procesos de fabricación:
- Precisión geométrica: las pistas de rodadura deben fabricarse con tolerancias de fabricación muy ajustadas para garantizar un rodamiento libre de juego y sin fricción de las bolas. La calidad de la superficie es tan decisiva como la precisión de la forma.
- Geometrías complejas de las pistas: Dependiendo del tipo de junta, deben fabricarse pistas de rodadura rectas o inclinadas. En las juntas homocinéticas, las pistas presentan ángulos definidos con respecto al eje del componente. Se trata de ángulos de contacto o de ajuste fijos de las pistas de rodadura, que determinan el comportamiento de transmisión de fuerza y movimiento de la articulación. La realización de estas geometrías requiere un mecanizado multieje de alta precisión, ya que el ángulo, la posición y la forma de las pistas deben estar perfectamente coordinados entre sí.
- Mecanizado en bruto y de precisión de la geometría interior: el proceso de fabricación suele incluir un mecanizado suave previo al endurecimiento, seguido de un mecanizado en duro. Algunos fabricantes utilizan además piezas de trabajo forjadas de alta precisión, en las que la geometría de las pistas de rodadura ya está definida con tanta exactitud durante el proceso de forjado que se puede prescindir de un mecanizado suave previo de las pistas de rodadura.
- Retos específicos del material: Las cajas de junta homocinética se fabrican con aceros de alta resistencia que, tras el endurecimiento, alcanzan resistencias de 60 HRC y más. En el mecanizado en duro, el margen de sobredimensión restante es muy reducido, típicamente de solo unos 0,2 mm por radio, por lo que las fuerzas de mecanizado son relativamente bajas. No obstante, se requiere una alta estabilidad de la máquina, sistemas de ejes con precisión y accionamientos potentes para garantizar de forma fiable la precisión dimensional, la calidad de la superficie y la seguridad del proceso.

Componentes de una junta homocinética: cubos de bolas, jaulas de bolas y muñón de eje. El mecanizado con precisión de las pistas de rodadura de las bolas es decisivo para la suavidad de marcha y la transmisión del par.
Diseño y desarrollo de geometrías de juntas para transmisiones eléctricas
La creciente difusión de los sistemas de transmisiones eléctricas está cambiando radicalmente los requisitos de las juntas homocinéticas. Los motores eléctricos generan torques significativamente más altos que los motores de combustión, lo que repercute directamente en las tensiones mecánicas de las juntas. Al mismo tiempo, la ausencia de ruido de fondo del motor eléctrico hace que los ruidos mecánicos del tren de transmisión se perciban con mayor intensidad.
Estas nuevas condiciones dan lugar a un cambio de las articulaciones de trípode a las articulaciones de doble desplazamiento, que, por su diseño, pueden transmitir torques más elevados y ofrecen un funcionamiento más silencioso.

Modelo en corte de una junta trípode con rodillos y pistas de rodadura visibles. Su diseño permite la compensación de longitud y la transmisión de par en la cadena cinemática.
Cadena de procesos: de piezas en bruto a pista de rodadura de bolas con precisión
La fabricación de pistas de rodadura de bolas en cajas de junta homocinética y cubos de bolas no sigue una cadena de procesos uniformemente definida. En la práctica, las secuencias de procesos difieren considerablemente de un cliente a otro y pueden variar incluso dentro de un mismo grupo empresarial. Las causas de ello son, entre otras, los diferentes conceptos de piezas en bruto, los niveles de integración de la fabricación, los requisitos de calidad, los tamaños de lotes, así como las estructuras de maquinaria y automatización existentes.
EMAG tiene en cuenta esta diversidad mediante el diseño modular y flexible de sus soluciones de mecanizado. Los distintos pasos del proceso —desde el mecanizado previo hasta el mecanizado duro de las pistas de rodadura de bolas— pueden utilizarse, según las necesidades, como máquinas individuales o integrarse en líneas de producción nuevas o ya existentes. De este modo, se crea para cada cliente un entorno de mecanizado personalizado, confiable y de precisión, que se adapta a las condiciones técnicas y económicas específicas.
1. Punto de partida: la piezaenbruto
Las cajas de junta homocinética y los cubos de bolas se forjan, laminan o mecanizan a partir de acero templado, según el fabricante. Las tolerancias iniciales son relativamente grandes y el contorno interior aún no presenta una geometría funcional de la pista. En este punto, la posición de las superficies de referencia es decisiva, ya que constituyen la base para el posterior mecanizado completo.
2. Mecanizado suave
2.1 Torneado en bruto de la geometría interior
Con la VSC 315 KBU o la VSC 315 DUO KBU se fabrican en primer lugar todos los contornos de torneado relevantes:
- Diámetro de referencia
- caras finales
Este mecanizado de torneado se realiza en la misma configuración en la que posteriormente tendrán lugar los procesos de fresado de la pista de rodadura. De este modo se obtienen referencias de posición con precisión que eliminan fuentes de error críticas en la cadena de procesos.
En el torneado suave se realiza un preacabado con precisión de la geometría interna de la caja de la junta homocinética. Este paso establece las bases de posición y forma para el fresado posterior de las pistas de rodadura de bolas.
2.2 Prefresado de la pista de rodadura de bolas (fresado suave)
Después de las operaciones de torneado preparatorias, se realiza el prefresado de las pistas de rodadura de bolas como base para el mecanizado posterior en duro. Para el mecanizado de pistas de rodadura de bolas inclinadas, el eje Y es especialmente determinante, ya que permite el desplazamiento del husillo de fresado hacia el eje de la pieza. Las pistas de rodadura de bolas rectas pueden fabricarse sin el eje Y.
3. Tratamiento térmico: endurecimiento de las superficies funcionales
Después del mecanizado suave, las cajas de junta homocinética, los cubos de bolas y los muñones de ejes se someten a un proceso de endurecimiento, que es decisivo para la funcionalidad y la vida útil posteriores de los componentes. En los componentes para juntas homocinéticas se utiliza principalmente el cementado, un proceso que enriquece de forma selectiva la capa superficial de los componentes con carbono y posteriormente la endurece.
4. Mecanizado en duro: fresado de acabado de las pistas de rodadura de bolas
4.1 Torneado en frío
Después del endurecimiento, en las máquinas VSC 315 KBU, VSC 315 DUO KBU o VSC 315 TWIN KBG se realiza en una sola sujeción el torneado en duro de la pista de jaula y el fresado en duro de las pistas de rodadura de bolas. El orden de maquinado es variable: tanto el fresado en duro previo de las pistas de rodadura de bolas con torneado en duro posterior del diámetro de jaula, como la secuencia inversa, son realizables de manera segura en el proceso. La sujeción conjunta garantiza la correlación geométrica requerida y una alta calidad de componente reproducible.
4.2 Fresado en duro de las pistas de rodadura de bolas
Después del torneado en duro se realiza el paso de maquinado decisivo para la fabricación de juntas homocinéticas: el fresado en duro de las pistas de rodadura de bolas. En este proceso final se genera la geometría funcional real, que posteriormente permite la transmisión de fuerza entre el árbol de transmisión y el eje, con capacidad simultánea de compensación angular y longitudinal. Los requisitos para este paso del proceso son extraordinariamente altos, ya que incluso desviaciones mínimas en la fidelidad de forma o en la calidad superficial pueden afectar el funcionamiento de toda la junta.
El mecanizado en duro de aceros templados con durezas superficiales de 58 a 62 HRC constituye una de las tareas de mecanizado más exigentes. La estructura templada se caracteriza por una resistencia mecánica y una resistencia al desgaste extremadamente elevadas, propiedades que, si bien son deseables para el funcionamiento posterior, dificultan considerablemente el mecanizado.
En el fresado en duro, por lo general se eliminan espesores muy reducidos, normalmente de hasta 0,2 mm. Por ello, las fuerzas de corte son considerablemente inferiores a las del mecanizado suave, en el que a menudo hay que eliminar espesores de varios milímetros. No obstante, la vida útil de la herramienta es limitada, ya que incluso los materiales de corte altamente resistentes al desgaste, como el nitruro de boro cúbico (CBN) o los materiales cerámicos, están sujetos a un desgaste continúo debido a las elevadas tensiones mecánicas y térmicas. La carga térmica del filo puede alcanzar temperaturas superiores a los 800 °C, lo que provoca además desgaste químico.
La estructura de la zona periférica de los componentes cementados plantea retos especiales. La dureza disminuye de forma continua desde el máximo en la superficie hacia el núcleo más blando. Este gradiente de dureza implica que la herramienta atraviesa zonas de diferente dureza durante un solo corte, lo que da lugar a fuerzas de corte variables. Además, los restos de austenita en la zona periférica pueden provocar propiedades de mecanizado inesperadas.

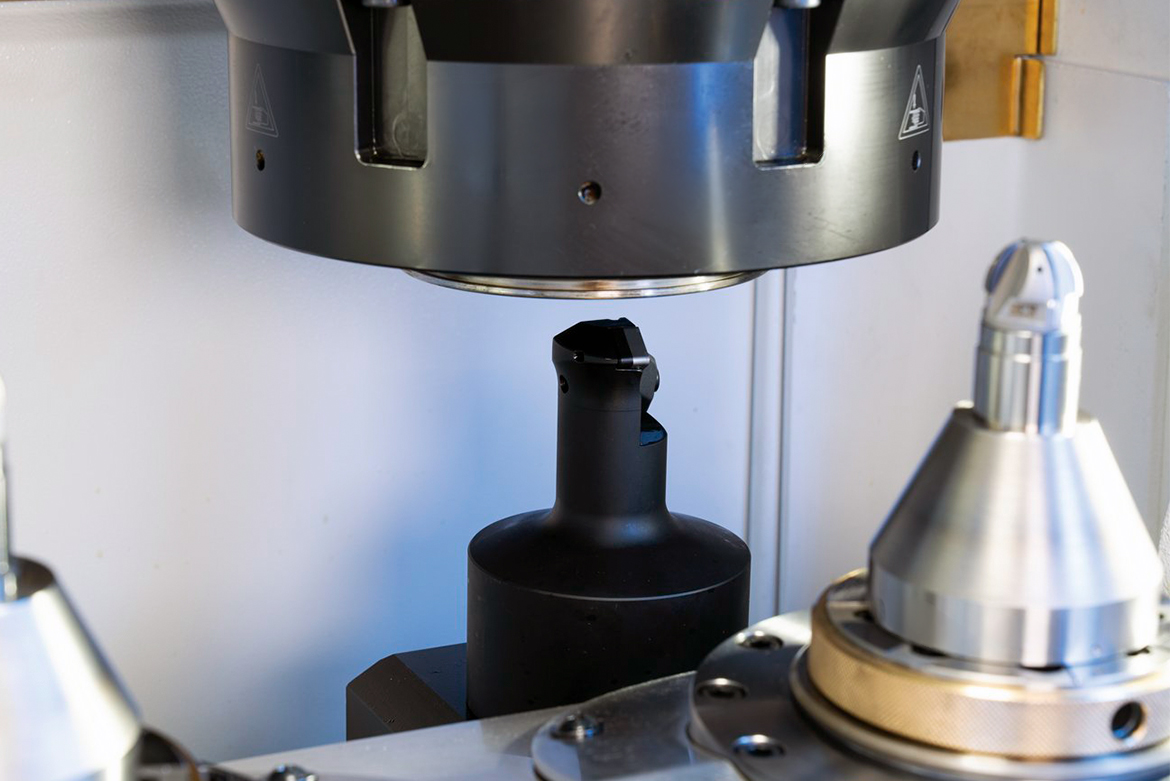
En el fresado en duro se generan las pistas de rodadura de bolas finales con alta precisión. El husillo estable y el posicionamiento del eje B garantizan una exactitud de forma y posición constante.
5. Flujode piezasautomatizado y monitoreo del proceso
La fabricación económica de cajas de junta homocinética en altos volúmenes de producción requiere más que solo tecnología de maquinado de precisión — lo decisivo es la automatización continua de todo el flujo de material y el monitoreo ininterrumpido del proceso. Las máquinas VSC 315 KBU, VSC 315 DUO KBU y VSC 315 TWIN KBG están concebidas como celdas de fabricación completamente automatizadas, capaces de ejecutar todos los pasos del proceso sin intervención manual, desde la alimentación de piezas en bruto, pasando por el maquinado, hasta la evacuación de piezas terminadas.
Automatización Pick-up integrada:
El núcleo de la automatización lo constituye la automatización pick-up incorporada. A diferencia de los sistemas de manipulación conectados externamente, ésta se encuentra integrada directamente en el concepto de la máquina, formando una unidad funcional con la tecnología de maquinado.

El husillo pick-up de la serie VSC se encarga de la carga y descarga automática de piezas de trabajo. La precisión en el posicionamiento y la estabilidad en la manipulación garantizan un flujo confiable de piezas de trabajo.
La máquina cuenta con bandas transportadoras en ambos lados. La banda del lado de entrada se encarga de la alimentación de piezas en bruto y está diseñada como tramo de almacenamiento intermedio. Dependiendo de la longitud de la banda, típicamente pueden almacenarse en búfer entre 20 y 50 piezas en bruto, logrando así un desacoplamiento efectivo de los procesos anteriores y posteriores.

Alimentación automatizada de piezas de trabajo para componentes de junta homocinética. Los sensores, la separación y la precisión en el guiado garantizan un flujo de material seguro en la fabricación.
El resultado: un sistema de fabricación continuo y de alta precisión para pistas de rodadura de bolas
La integración sistemática de todos los procesos relevantes de torneado y fresado en un concepto de máquina común da lugar a un sistema de fabricación completamente cerrado, desde el mecanizado de piezas en bruto hasta el mecanizado final en duro. Las VSC 315 KBU, VSC 315 DUO KBU y VSC 315 TWIN KBG agrupan todos los pasos tecnológicos necesarios en una secuencia de procesos estructurada. De este modo se garantiza que no se produzcan errores de dimensiones ni de forma debido a configuraciones adicionales o cambios de máquina.
La cadena de procesos resultante se caracteriza por varios rasgos fundamentales:
- Sujeciones mínimas:
Todos los pasos de maquinado decisivos — desde el torneado en blando, pasando por el prefresado hasta el fresado en duro — se realizan en una o pocas sujeciones coordinadas entre sí. De este modo se evitan de manera confiable los errores de posición que pueden presentarse en cadenas de proceso convencionales. - Mecanizado seguro de materiales endurecidos:
Gracias a la estructura rígida de la máquina, hecha de Mineralit® de alta amortiguación y a los potentes husillos de fresado, incluso las cajas de junta homocinética templadas pueden maquinarse con seguridad de proceso bajo altas fuerzas de corte. El maquinado en duro proporciona la exactitud final de la pista de rodadura y la calidad superficial requerida. - Tiempos de ciclo cortos en la producción en serie:
La combinación de alta dinámica, cargando con pick-up y conceptos opcionales de doble husillo da como resultado tiempos muertos reducidos y un alto rendimiento, lo que resulta ideal para la producción de grandes volúmenes de juntas homocinéticas. - Integración perfecta en las líneas de fabricación de EMAG:
Gracias a interfaces de automatización idénticas, unidades de carga estandarizadas y la supervisión de procesos basada en EDNA, las máquinas pueden integrarse sin dificultad en sistemas de fabricación nuevos o ya existentes.
En su conjunto, esta cadena de procesos permite la fabricación rentable y repetible de pistas de rodadura de bolas de alta precisión. De este modo, constituye la base tecnológica para cajas de juntas, cubos de junta y muñones de eje de alto rendimiento que se utilizan en las modernas cadenas de transmisión, y contribuye de manera decisiva a la seguridad funcional, la suavidad de marcha y la vida útil de los conceptos de vehículos actuales y futuros.
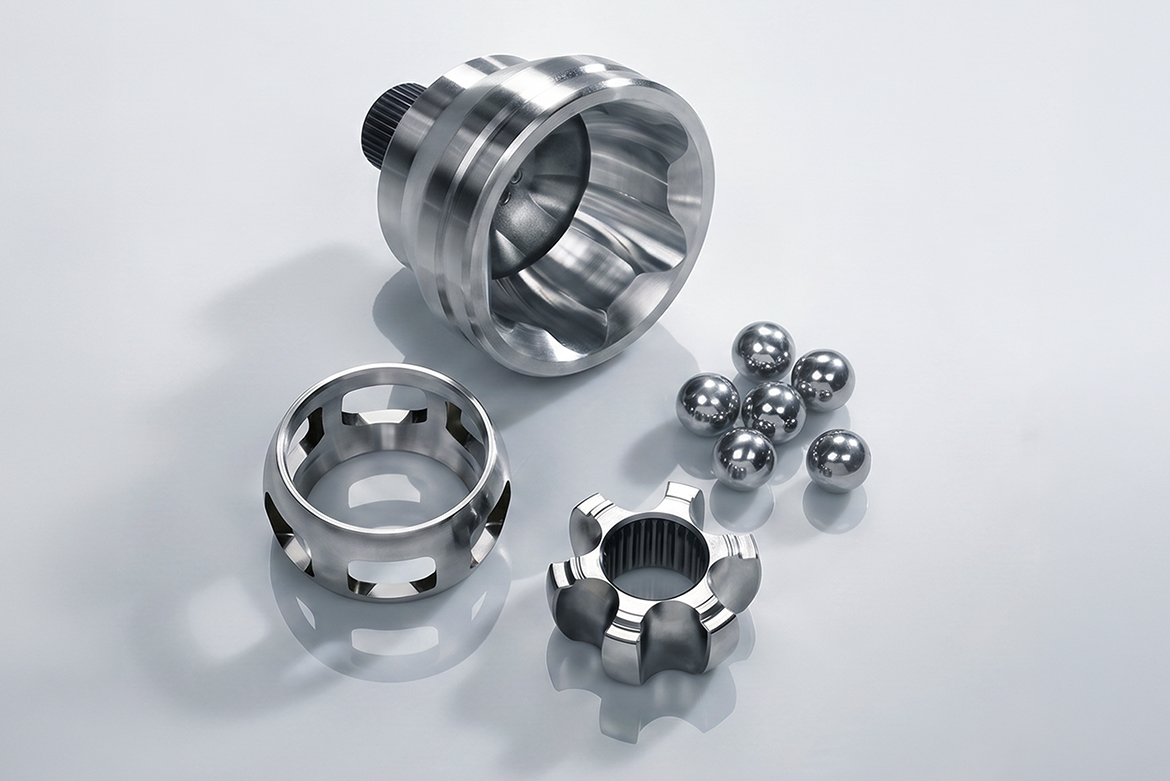
Componentes principales de una junta homocinética: caja de la junta homocinética, jaula de bolas, cubo de bolas y bolas
VSC 315 KBU: Centros de fresado y torneado de un solo husillo para cajas de junta homocinética
La VSC 315 KBU es un centro de fresado y torneado vertical de un solo husillo, diseñado especialmente para el mecanizado de cajas de junta homocinética y cubos de bolas. La máquina combina el mecanizado en duro y el mecanizado en suave en una sola sujeción, lo que permite una fabricación continua sin sin reclampe.
Concepto de máquina y cinemática:
El husillo principal está dispuesto verticalmente y sujeta la pieza de trabajo. El fresado se realiza mediante un husillo de fresado montado en una unidad de giro NC. El eje B sirve para la orientación flexible de la herramienta y permite un rango de giro de -30° a +90°.
El maquinado de pistas de rodadura de bolas inclinadas — en particular en juntas VL — se realiza principalmente mediante el eje Y. Las pistas de rodadura de bolas rectas pueden fabricarse sin eje Y.
El espacio de trabajo está diseñado para piezas de trabajo con un diámetro de hasta 160 mm y una longitud de hasta 280 mm. Los recorridos de desplazamiento son de 935 mm en dirección X, 315 mm en dirección Y y 315 mm en dirección Z.
Tecnología de accionamiento:
El husillo de la pieza de trabajo utiliza motores de husillo síncronos de CA que no requieren mantenimiento y que ofrecen una alta densidad de potencia junto con una larga vida útil. El husillo de fresado de la unidad giratoria dispone de potencia suficiente para el mecanizado en duro y/o el mecanizado en suave.
Estructura de la máquina:
La VSC 315 KBU cuenta con una estructura de máquina termosimétrica que minimiza las deformaciones térmicas. Las guías de rodillos lineales pretensadas en el eje X con grandes distancias entre guías garantizan la precisión necesaria incluso a altas velocidades de avance y fuerzas de corte.
El triple rodamiento de la unidad de husillo con distancias entre rodamientos optimizadas y rodamientos de contacto angular de precisión en disposición tándem-O asegura rigidez, buena amortiguación y excelente calidad de guiado.
Variantes de proceso:
Para el mecanizado suave, la máquina puede equiparse con dos husillos de fresado para separar las operaciones de mecanizado de desbaste y acabado. En el mecanizado en duro se utiliza un único husillo de fresado con el equipamiento de herramientas adecuado. Todos los mecanizados se realizan en seco, lo que aumenta la seguridad del proceso y elimina el esfuerzo que supone la gestión de los fluidos de corte.
Más información>>

La VSC 315 KBU es un centro vertical de fresado y torneado de un husillo para el maquinado de precisión de pistas de rodadura de bolas en cajas de junta homocinética y cubos de bolas. Con automatización integrada para alta seguridad de proceso.
VSC 315 DUO KBU: Solución de producción de doble husillo
La VSC 315 DUO KBU amplía el concepto de la máquina de un husillo con un segundo husillo principal, permitiendo así el maquinado simultáneo de dos cajas de junta homocinética. Esta configuración duplica la productividad con un requerimiento de espacio mínimamente mayor.
Estructura de la máquina:
La máquina cuenta con dos husillos principales opuestos que toman las piezas de trabajo mediante el método pick-up. El maquinado se realiza mediante husillos de fresado propios, montados en unidades de giro NC. Las unidades de maquinado están diseñadas como carros cruzados independientes y disponen cada uno de accionamientos propios en los ejes X, Y y Z.
Los sistemas de medición independientes con reglas lineales en todos los ejes lineales garantizan una alta precisión de posicionamiento y una precisión reproducible.
Características constructivas:
El cuerpo base está fabricado en hormigón polímero, que se caracteriza por su excelente efecto amortiguador de las vibraciones. Esto contribuye a largas vidas útiles de herramienta y procesos estables. La construcción tipo gantry de doble pared refuerza adicionalmente la estabilidad y permite tanto el maquinado en blando como en duro al más alto nivel.
Posibilidades de corrección individualizadas:
Dado que cada husillo cuenta con sus propios accionamientos de eje y sistemas de medición, las correcciones de diámetro y longitud pueden realizarse de forma individual para cada husillo. Esto aumenta la seguridad del proceso y simplifica la puesta a punto de nuevas piezas de trabajo.
Más información>>

El VSC 315 DUO KBU es un centro de fresado y torneado de dos husillos para el mecanizado simultáneo de dos piezas de trabajo. Es ideal para la fabricación altamente productiva de pistas de rodadura de bolas en cajas de junta homocinética y cubos de bolas.
VSC 315 TWIN KBG: Solución de producción de dos husillos para pistas de rodadura de bolas rectas
La VSC 315 TWIN KBG está diseñada para el mecanizado en duro de pistas de rodadura de bolas rectas en cajas de junta homocinética, muñones de eje, cubos de bolas, cubos de junta y anillos de junta. Mediante al mecanizado simultáneo de dos piezas de trabajo en un espacio de trabajo, aumenta considerablemente la productividad manteniéndose compacta en requerimiento de espacio.
Estructura de la máquina:
La máquina opera con dos carros pórtico desplazables de manera independiente. Cada carro y cada husillo dispone de accionamientos propios en los ejes X y Z. Sistemas de medición independientes con reglas lineales en todos los ejes garantizan un maquinado de alta precisión. Gracias a este diseño, dos piezas de trabajo pueden maquinarse simultáneamente con alta repetibilidad.
Características constructivas:
Entre los aspectos técnicos destacados se encuentran husillos de motor con velocidades de hasta 8,500 min⁻¹ y 15 kW de potencia al 100% ED. Las carcasas de husillo enfriadas por líquido, los rodamientos híbridos de cerámica de alta precisión y la estructura termosimétrica favorecen una precisión de maquinado constante incluso durante largos períodos de operación. El cuerpo base de la máquina fabricado en Mineralit® mejora considerablemente el comportamiento de amortiguación, contribuyendo así a procesos estables y calidad de maquinado uniforme.
Automatización y posibilidades de corrección:
La VSC 315 TWIN KBG se carga automáticamente mediante la automatización pick-up y puede integrarse fácilmente en sistemas de fabricación a través de bandas de alimentación y evacuación. Dado que ambos husillos y carros son independientes, las correcciones de diámetro y longitud pueden realizarse de manera individual por husillo. Esto incrementa la seguridad del proceso y facilita la adaptación a cada pieza de trabajo.
Más información>>

La VSC 315 TWIN KBG es una máquina de producción de dos husillos para el mecanizado de pistas de rodadura de bolas.
Autor: Andreas Liebrich, Experto sénior en ventas y tecnología para soluciones de juntas homocinéticas en EMAG Salach GmbH