{kind=link}
Los Wave Generators son elementos de accionamiento centrales en los reductores de transmisión armónica, que se utilizan especialmente en robótica y humanoides debido a sus altas relaciones de reducción y a su diseño compacto. El componente consta de un rodamiento de bolas con un anillo exterior de forma elíptica, que se monta sobre un eje y generalmente funciona como el lado de entrada del reductor.
La fabricación de estos componentes plantea importantes retos técnicos para los fabricantes: las tolerancias de forma son del orden de una sola cifra en micrómetros, junto con las geometrías elípticas complejas y las estructuras de pared delgada, requieren estrategias de fabricación especializadas y máquinas herramienta con el desempeño adecuado.
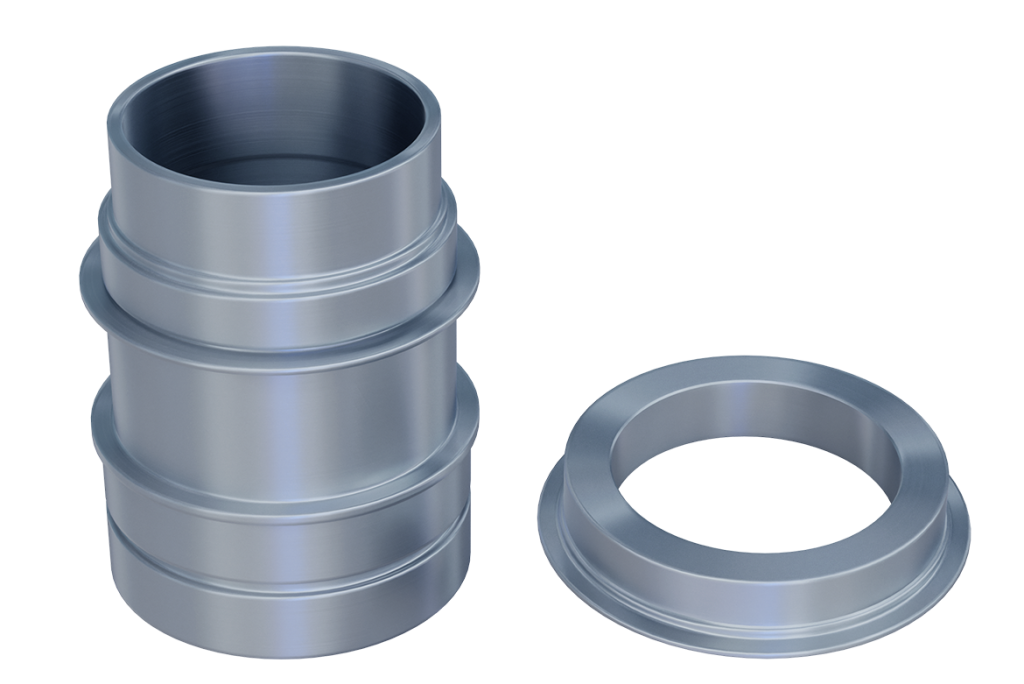
El Wave Generator es un componente de precisión de una caja de engranes de transmisión armónica. Transmite el movimiento elíptico al Flexspline y requiere un mecanizado con una precisión de µm.
Problemas técnicos de fabricación
El mecanizado de piezas de trabajo templadas, de pared delgada y con geometrías elípticas plantea varios retos:
- Deformación de la pieza de trabajo por fuerzas de sujeción
Las estructuras de pared delgada tienden a deformarse elásticamente bajo la acción de la fuerza de sujeción. Con las tolerancias exigidas, del orden de 3 μm, incluso las fuerzas de sujeción más leves provocan desviaciones dimensionales que quedan fuera de las especificaciones. - Generación de calor durante el proceso
El rectificado de materiales templados (HRC 40) genera una cantidad considerable de calor durante el proceso, lo que puede provocar desviaciones de forma debidas a efectos térmicos. - Complejidad geométrica
La forma elíptica requiere un movimiento de trayectoria interpolado de manera continua entre la pieza de trabajo y la herramienta. En este caso, los procesos convencionales de rectificado cilíndrico no son aplicables. - Dependencia de la cadena de procesos
En el mecanizado secuencial con varias configuraciones, las superficies de referencia (taladro/diámetro exterior) y el contorno elíptico deben fabricarse en diferentes etapas del proceso, lo que genera cadenas de tolerancia y dificulta alcanzar con seguridad la simetría y concentricidad requeridas.
Estrategia de proceso: mecanizado completo en una sola operación de sujeción
Principio básico
La solución a estos retos técnicos de fabricación consiste en el mecanizado completo de todas las superficies relevantes para la función en una sola operación de sujeción. La integración de operaciones de torneado, fresado y rectificado en una sola máquina herramienta ofrece las siguientes ventajas:
- Eliminación de errores de sujeción y de cadenas de tolerancia
- Fabricación simultánea de superficies de referencia y geometría funcional
- Minimización de los tiempos de entrega asociados a la pieza
- Reducción de los procesos de manipulación y preparación
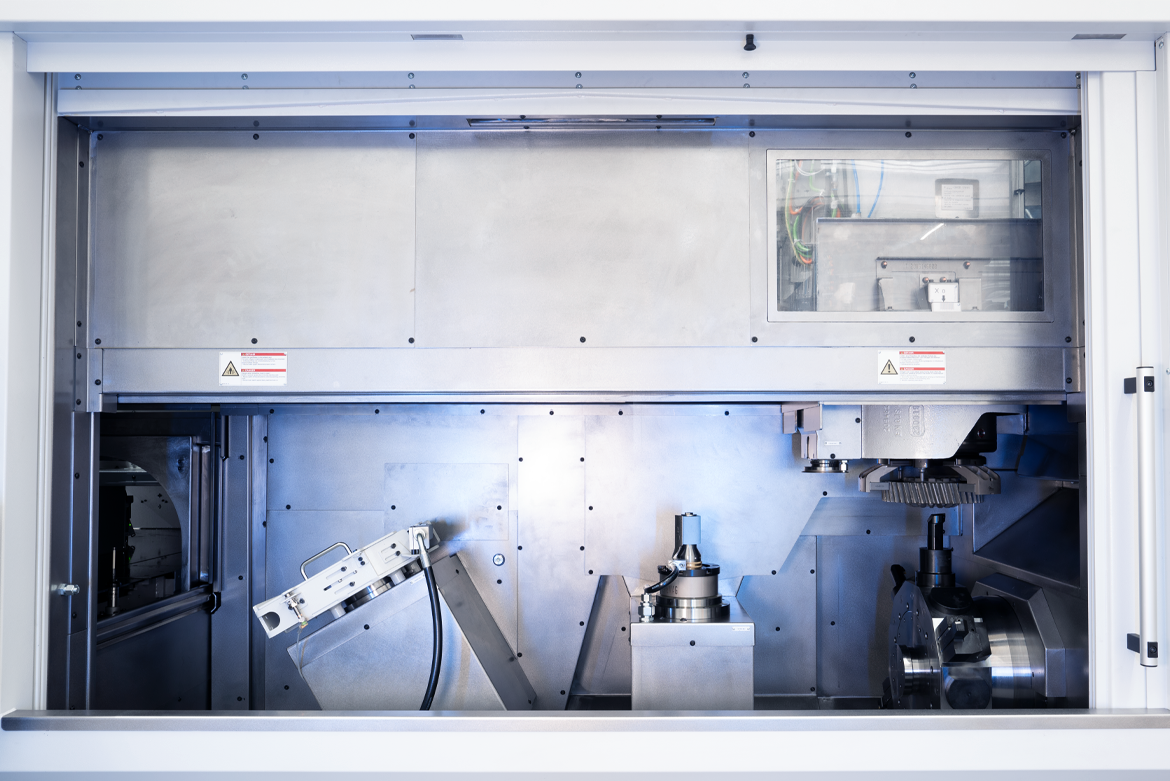
Vista del área de trabajo de la VLC 350 GT. La máquina combina el torneado, el fresado y el rectificado en una sola configuración y garantiza la máxima precisión dimensional y geométrica en piezas de trabajo complejas.
Concepto de máquina: VLC 350 GT
La VLC 350 GT es una máquina vertical de torneado y rectificado con la siguiente configuración:
Equipamiento técnico
- Husillo principal dispuesto verticalmente (husillo de pieza): Mandril Ø400 mm, diámetro de giro de 420 mm
- Torreta con herramientas giratorias integradas y herramientas vivas
- Husillo de rectificado interior (eje B): Rango de velocidad de 26,000 a 75,000 min⁻¹
- Husillo de rectificado exterior: Disco abrasivo Ø400 mm, 7,200 min⁻¹
- Husillo de rectificado para el acondicionamiento automático de la muela abrasiva
- Eje X con motor lineal: Carrera de 2,390 mm, velocidad de desplazamiento rápido de 120 m/min
- Eje Z: Carrera de 350 mm, velocidad de desplazamiento rápido de 30 m/min
Características relevantes para el proceso
El accionamiento lineal directo en el eje X permite movimientos de posicionamiento altamente dinámicos, sin juego mecánico de inversión. Esto es de vital importancia para el mecanizado elíptico, ya que el movimiento de interpolación continuo requiere altas aceleraciones y cambios frecuentes de dirección.
Los husillos de bolas convencionales pueden presentar desviaciones de trayectoria debido al juego de inversión, lo cual no es aceptable cuando se trabajan las tolerancias requeridas para este tipo de geometrías.
La VLC 350 GT combina el torneado, el fresado y el rectificado en una sola máquina. Su concepto de recogida vertical permite un mecanizado completo en una sola operación de sujeción con la máxima precisión.
Las ventajas del mecanizado en una configuración
La fabricación de Wave Generator para reductores armónicos plantea elevadas exigencias a la tecnología de fabricación debido a las tolerancias estrictas, las geometrías complejas y las estructuras de pared delgada. El mecanizado completo en la VLC 350 GT, mediante la integración de operaciones de torneado, fresado y rectificado en una sola operación de sujeción, ofrece las siguientes ventajas:
Ventajas técnicas:
- Cumplimiento seguro de las tolerancias en el rango de 3-5 μm
- Eliminación de cadenas de tolerancia mediante el mecanizado simultáneo de superficies de referencia y contornos
- Mecanizado de elipses de alta precisión mediante interpolación NC controlada por motor lineal
- Manipulación integrada de piezas y mayor autonomía del sistema gracias al husillo pick-up y a la automatización con banda tipo O
- Disponibilidad de celdas robóticas modulares
Ventajas económicas
- Reducción del tiempo ciclo mediante la combinación de procesos de mecanizado
- Minimización de los tiempos de entrega y del capital inmovilizado
- Reducción de los costos de calidad gracias a una mayor seguridad del proceso
Ventajas estratégicas
- Adaptación flexible a variantes de producto
- Escalabilidad para diferentes tamaños de componentes
- Tecnología con proyección a futuro para responder a las crecientes exigencias de la robótica