El mecanizado de piezas delgadas presenta un desafío complejo en la ingeniería de fabricación. En particular, los anillos endurecidos y los engranes muestran importantes desviaciones geométricas después del proceso de tratamiento térmico. Estas piezas generalmente muestran contornos elípticos, en forma de papa o triangulares, en lugar de la forma circular requerida. Durante el posterior procesamiento en un torno, los sistemas de sujeción convencionales frecuentemente no alcanzan las tolerancias de redondez necesarias.
El problema principal radica, por un lado, en la desviación de la forma del diámetro de sujeción y, por otro, en la interacción entre la tecnología de sujeción y las fuerzas de corte. Los mandriles de sujeción de membrana clásicos, los mandriles de pinza o los mandriles de centrado y sujeción plana pueden garantizar una fijación mecánica, pero en las piezas de trabajo fuera de ronda se producen inevitablemente deformaciones y segmentos de arco libres entre los puntos de sujeción. En estos puntos, la herramienta de torneado empuja la pieza de pared delgada hacia afuera, lo que provoca desviaciones adicionales de la forma después del retorno elástico. Incluso con una tecnología de sujeción optimizada, en los procesos convencionales los valores de redondez de 20 a 30 µm suelen ser el límite alcanzable.
La VL 4 como plataforma de precisión
El torno VL 4 constituye la base ideal para el uso de estos sistemas de sujeción de alta precisión. La máquina pertenece a la serie modular VL de EMAG y está diseñada para el mecanizado vertical, lo que supone una ventaja decisiva a la hora de manipular piezas sensibles y de paredes delgadas.
Gracias a su concepto de automatización pick-up, permite un flujo totalmente automatizado de las piezas: la carga y descarga se realizan directamente a través del husillo principal, lo que minimiza los tiempos muertos.

Los visitantes profesionales se informan en la feria EMO 2025 sobre el torno EMAG VL 4 con sistema de sujeción STERMAN PICEA integrado para el procesamiento preciso de piezas de paredes delgadas.
Estructura y funcionamiento del sistema de sujeción PICEA de STERMAN
El sistema de sujeción PICEA fue desarrollado por STERMAN específicamente para el mecanizado de anillos delgados y fuera de redondez. Se basa en una tecnología híbrida:

El sistema de sujeción PICEA en la EMAG VL 4 permite la sujeción con precisión de piezas de trabajo delgadas mediante centrado mecatrónico y sujeción plana hidráulica.
- Centrado eléctrico: Tres elementos piezoeléctricos miden y corrigen la posición de la pieza en las direcciones X e Y. Detectan desviaciones mínimas en la forma del componente (por ejemplo, elipses) y desplazan la pieza con precisión hacia la posición óptima en el centro.
- Sujeción hidráulica plana: Después del centrado, la fijación segura de la pieza se realiza mediante tres dedos hidráulicos de sujeción plana. Estos garantizan la seguridad del proceso incluso en caso de una parada de emergencia.
La combinación de ambas tecnologías da como resultado un sistema de sujeción que permite correcciones con precisión micrométrica. Los elementos piezoeléctricos regulan tanto la fuerza como el desplazamiento, adaptando la sujeción exactamente a la geometría real de la pieza.
Proceso de medición y posicionamiento adaptativo: cómo el sistema de sujeción corrige activamente la circularidad
Una característica central del sistema de sujeción PICEA es el proceso integrado de medición y corrección, que determina y compensa activamente la redondez de la pieza de trabajo antes de que inicie el mecanizado en el torno.
Medición de la pieza de trabajo en varios pasos
Después de colocar la pieza de trabajo, primero se realiza una medición por contacto mediante elementos piezoeléctricos.
- El chuck palpa la pieza en tres puntos de medición.
- Posteriormente, la pieza de trabajo se gira 120 grados y se repite la medición.
- De este modo se obtienen un total de seis puntos de medición que registran el estado real del contorno de la pieza de trabajo.
Estos datos constituyen son la base para la reconstrucción matemática de la forma circular ideal. A través de una fórmula de cálculo, se determina el centro perfecto y la posición óptima del círculo, independientemente de si la forma real es elíptica o ligeramente deformada.
Ajuste adaptativo de la posición de la pieza
Una vez definido el centro exacto, el sistema de sujeción desplaza la pieza de trabajo de manera adaptativa en las direcciones X e Y para alinearla con el eje de la máquina.
El movimiento se realiza mediante tres elementos piezoeléctricos controlados individualmente, capaces de efectuar correcciones mínimas en el rango de nanómetros a micrómetros.
El proceso se ejecuta de forma totalmente automatizada:
- El torno VL 4 envía la señal para iniciar la medición.
- El sistema de sujeción realiza el ciclo de medición y calcula la posición óptima.
- El posicionamiento adaptativo se realiza directamente en el sistema de sujeción, sin procesos de cálculo externos ni retrasos.
- Al finalizar, el sistema envía la señal «listo» al control, tras lo cual se inicia el proceso de mecanizado.
Gracias a esta regulación adaptativa, incluso los anillos fuera de redondez o ligeramente deformados se sujetan en perfecta simetría con el eje de giro. El torneado interior posterior se realiza bajo condiciones óptimas, con impacto directo en la redondez alcanzable.
Precisión metrológica en el rango nanométrico
La exactitud de este proceso de medición fue verificada en colaboración con la Hochschule Furtwangen. Con un vibró metro láser se confirmó que los elementos piezoeléctricos pueden regularse en el rango de nanómetros, una precisión que supera ampliamente las capacidades de la técnica de sujeción convencional.
Esto permite una compensación activa de las deformaciones de los componentes incluso antes de que comience el proceso de torneado.
Especialmente en anillos delgados y endurecidos, que después del tratamiento térmico suelen presentar ligeros desvíos, este enfoque representa un avance decisivo.
Control de la fuerza de sujeción y seguridad del proceso
Mientras que el centrado eléctrico se realiza mediante los elementos piezoeléctricos, una tensión plana hidráulica se encarga de la fijación por fuerza de la pieza de trabajo.
Esta combinación ofrece dos ventajas clave:
- Seguridad en caso de emergencia: los sistemas hidráulicos se pueden cerrar de forma fiable incluso si se pierde la fuerza de sujeción.
- Estabilidad durante el mecanizado: la tensión radial permanece constante sin que la pieza se deforme durante el torneado.
La regulación de los piezoeléctricos se realiza en función de la fuerza y el desplazamiento. Incluso al aumentar intencionalmente la fuerza de sujeción, el reloj comparador no muestra deformaciones significativas, lo que indica la alta rigidez y calidad de control del sistema.

En la EMAG VL 4, la pieza de trabajo mecanizada se mide finalmente para comprobar la redondez obtenida.
Resultados de medición en la práctica
El sistema de sujeción se probó durante varios meses en la producción en serie, entre otros, en la empresa KOEPFER, donde anteriormente se realizaba el mecanizado de las piezas con sistemas de sujeción mecánicos convencionales.
Mientras que con esos sistemas se alcanzaban valores de redondez de 20 a 30 µm, los resultados con el sistema de sujeción PICEA se situaron entre 5 y 11 µm: una mejora significativa que impactó directamente en la seguridad del proceso y en la reducción de piezas rechazadas.
Otra ventaja: gracias a la precisión en el centrado, los procesos posteriores, como el rectificado o el acabado se vuelven más estables y eficientes.
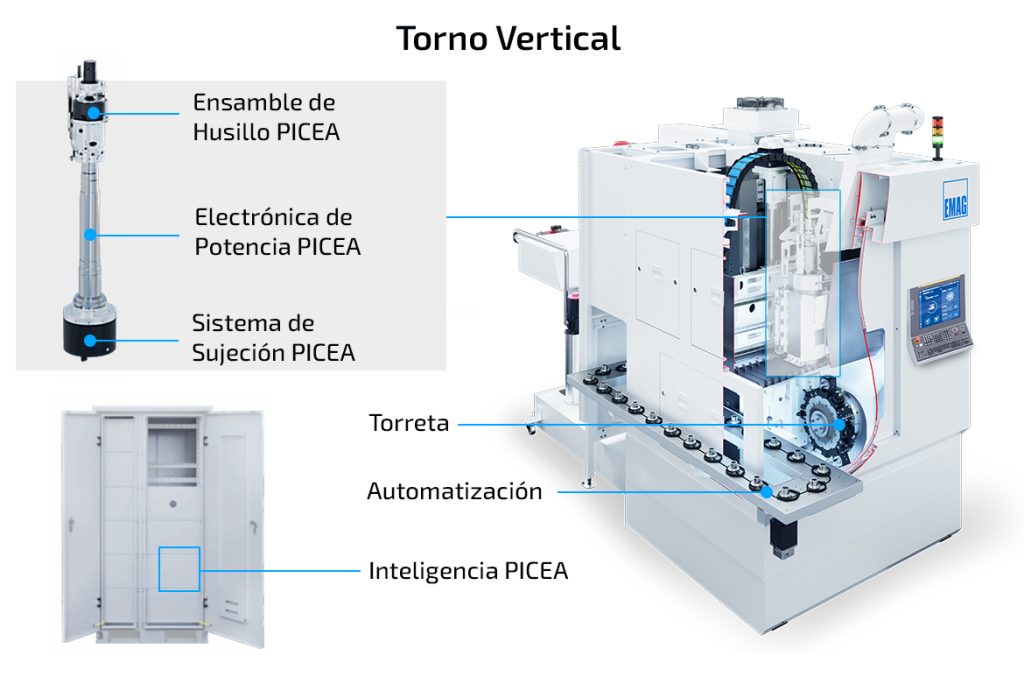
Representación de la interacción entre el torno EMAG VL 4 y el sistema de sujeción PICEA
Tecnología de sujeción inteligente en detalle
El sistema de sujeción PICEA contiene un microcontrolador integrado que evalúa los datos de medición de los elementos piezoeléctricos en tiempo real y controla inmediatamente los movimientos de corrección. Cada una de las tres posiciones de sujeción se regula de forma independiente, similar al control de ejes de un sistema de control CNC.
Esta inteligencia descentralizada en el sistema de sujeción elimina los tiempos de latencia y garantiza una sincronización precisa con el control del torno VL 4.
La transmisión de energía y datos se realiza sin contacto a través de un acoplador inductivo rotativo, capaz de operar hasta 3,000 rpm.
De esta manera, el sistema mantiene su plena funcionalidad incluso a altas velocidades de giro.
Ventajas para la práctica de fabricación
El uso del VL 4 con el sistema de sujeción PICEA ofrece una serie de ventajas técnicas y económicas:
- Resultados de redondez significativamente mejorados en anillos de pared delgada
- Reducción de la tasa de rechazo y mayor seguridad del proceso
- Posibilidad de adaptación en máquinas existentes (por ejemplo, la serie VSC)
- Resultados estables incluso después del tratamiento térmico
- Rápida integración gracias a interfaces eléctricas e hidráulicas sencillas
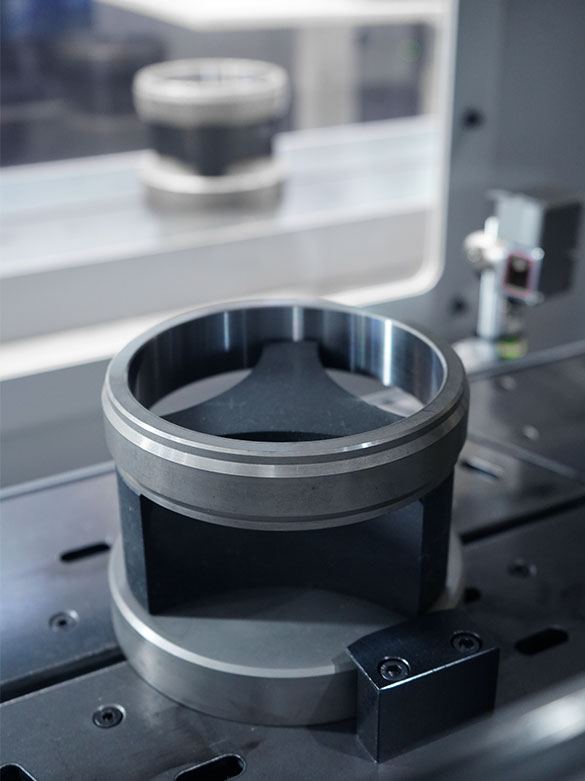
Un anillo delgado está listo después del mecanizado preciso en la EMAG VL 4.
En combinación con la robusta base de la máquina VL 4, se obtiene un sistema de fabricación preciso, ideal para piezas con altos requisitos de calidad, como en la producción de engranes o en el sector de la electromovilidad.
La combinación del torno VL 4 y el sistema de sujeción PICEA demuestra cómo los sistemas de sujeción mecatrónicos están ampliando los límites del mecanizado de precisión. Para fabricantes que buscan procesar piezas delgadas y sensibles con la máxima exactitud, este sistema representa una solución técnicamente convincente: preciso, adaptable y rentable.