
硬车 / 磨削
许多工艺组合,例如在一台机床上实现硬车/磨削,可以开发出相当大的合理化潜力。
硬车/磨削工艺结合的优点在于工件的整体加工,具有较大的灵活性,以及提高生产效率。
硬车/磨削:提高质量和高灵活性
使用组合工艺(硬车/磨削)效果非常好,可减少节拍时间。如果在一台机床上完成精加工(硬车/磨削),可大大减少运输和存储时间。在工作量和设置时间上也大有优势。
硬车和磨削技术已在某些领域得到应用并彰显其优势
在加工盘类件时(VSC DS 硬车/磨削机床),硬车/磨削组合工艺是目前先进的技术。然而,仍然有相当大的合理化潜力有待发掘, 因为并非所有可使用硬车/磨削组合工艺的工艺都已改变。未来,除了硬车/磨削外,将会有更多的工艺组合,如硬铣削、硬铰孔和研磨等。对于轴的加工,市场也提供了合适的机床概念,集成了硬车削/磨削工艺(VTC 315 DS 轴类件硬车/磨削机床)。然而,这些系统并不像盘类件的硬车/磨削组合工艺那样普遍,因为已经有基于传统磨削工艺、CBN技术和现代车削系统的高效系统存在。 但有迹象表明,硬车/磨削组合工艺带来的优势将会更频繁的用于轴类件的加工。
总之,硬车/磨削组合工艺不再是一件奇特的事,技术和机床都经过了测试。使用硬车/磨削组合工艺以及其他生产工艺的集成,都将有助于进一步开发合理化的生产潜力。










硬车 / 磨削-加工工艺比较
传统的外圆切入磨削技术
传统外圆切入磨削技术仍为许多公司广泛应用。虽然这一技术应用时间已很长,大家对这一技术的经验也必较丰富,但涉及到创新时,该技术有很多美中不足之处, 原因是这一技术在长期的使用过程中已不断被优化,现在几乎已不再有优化空间。
硬车
在许多应用中,硬车技术和传统的磨削技术往往会势均力敌,形成某种竞争局势。硬车的特点无容质疑也是柔性高,另外是可以干加工。但硬车的不足之处是工艺稳定性问题。由于存在不可预见的断刀问题,所以硬车的工艺不稳定。另外标准机床硬车时可达到的工件质量局限在IT6范围内。
CBN磨削
和传统磨削技术相比,采用CBN切入磨削的一大优点是能够大幅度减少主加工时间。除此之外,由于CBN砂轮的寿命长,所以也在一定程度上减少了非机加工时间。CBN磨削技术的缺点是:由于刀具的绝对价格高,所以只适合于系列或批量生产。
高速外圆成型磨削或无纹路磨削技术则是对CBN磨削技术的有效补充。高速外圆成型磨削或无纹路磨削一般采用窄砂轮,加工时砂轮数控走过轮廓轨迹,从而生成工件形状。这一技术的优点是柔性高,特别适合用于同一家族工件的加工。 其缺点则是因采用高速磨削技术,并需要采用磨削油,所以机床的投资费用稍高.
硬车 / 磨削组合工艺应用
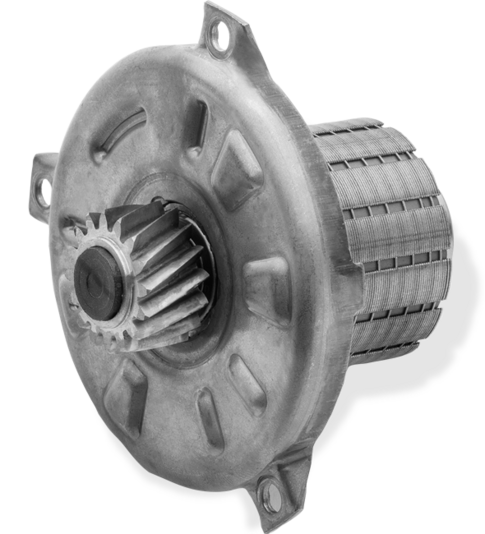
硬车/磨削组合工艺加工的典型案例是齿轮加工。齿肩完成硬车。由于孔和锥的质量要求高,所以需要预车和精磨。为此,机床安装了两根磨削主轴,一个用于镗孔加工,一个用于零件外截面加工。由于只需研磨掉百分几毫米,所以必须研磨刀具必须是用于精加工。同时,这种组合工艺在很大程度上取代了单工艺磨床,并且是公认的先进工艺。
另一个硬车/磨削组合工艺的应用实例是无螺纹座椅的加工。压力环的外径和表面需要加工,因此 O/Ds 表面必须是无螺纹。因此,表面硬精车, O/D 预车和精磨即可完成。通过将砂轮插入平行轴定位成型棍进行修整。磨削工艺也是切入式,这样可确保磨削后无螺纹产生。
另一个有趣的组合工艺加工示例是内部带有滚珠轨道的螺母,如滚珠丝杠上所用。这些螺母需要加工内螺纹、螺母表面、O/D和肩部。首先对螺母表面、O/D和肩部硬车,所有球轨道上的内螺纹进行磨削。像VSC 机床,配备Y轴和B轴,是非常理想的。高精度B轴允许设置螺纹的导角,而Y轴用作加工滚柱轨道的进给轴。机床配有2根磨削主轴,用于预车和精加工,也可配备各种刀具。所述的磨削工具采用单独的修正附件修整,配备金刚石修整轮。该机床适用于普通砂轮和金刚石砂轮的修整。2.5D测量头用于确定工件的精确角度位置,也可用于硬车削表面的后处理控制。
与传统的顺序工艺相比,这一设计的优势在于所有质量定义表面都可在一次设置中完成,因此避免了重新装夹误差,特别是影响螺纹面与O/D和球槽中心线的对准。

Finishing a gearwheel with hard turning and grinding operations on an EMAG VSC 250 DDS.

Combination machining hard turning and grinding of shafts. All precision-machining processes on a single machine: CBN grinding, hard turning and scroll-free turning, providing exceptional flexibility in the precision-machining of shafts.
机床 满足您的要求
(6) 款机床已找到
![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/turning-machines/customized-vlc/vlc-100/vlc-100_preview.png "[Translate to Chinese (2):]")
![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/turning-machines/customized-vlc/vlc-200-gt/vlc-200-gt_preview.png "[Translate to Chinese (2):]")
![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/turning-machines/customized-vlc/vlc-350-gt/vlc-350-gt_preview.png "[Translate to Chinese (2):]")

![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/grinding-machines/grinding-machines-shafts-vtc/vtc-100-gt/vtc-100-gt_preview.png "[Translate to Chinese (2):]")
![[Translate to Chinese (2):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/grinding-machines/grinding-machines-shafts-vtc/vtc-315-ds/vtc-315-ds_preview.png "[Translate to Chinese (2):]")
工件
为每一种工件提供合适的加工方案
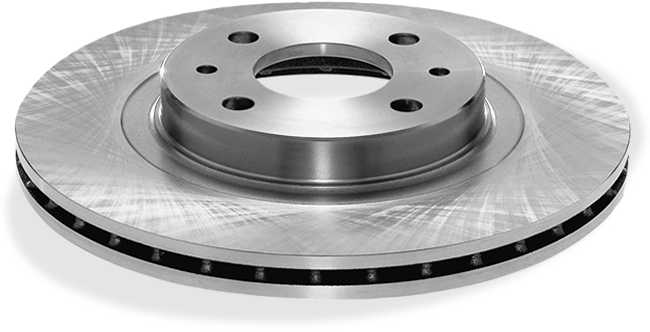
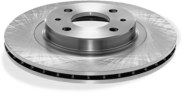
制动盘


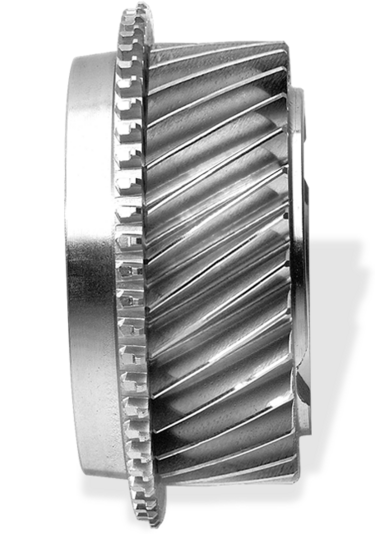
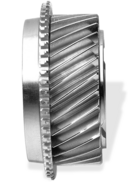
齿轮
使用 VL 平台的机床加工齿轮,四个关键操作依次进行: 齿轮一面 ( OP 10 ) 的车削和另一面 ( OP 20 ) 的车削分别在 VL 2 上进行,然后在 VLC 200 H上用滚刀进行齿轮滚齿加工(OP 30),而零件最后的倒棱在 VLC 100 C ( OP 40 ) 上进行。…
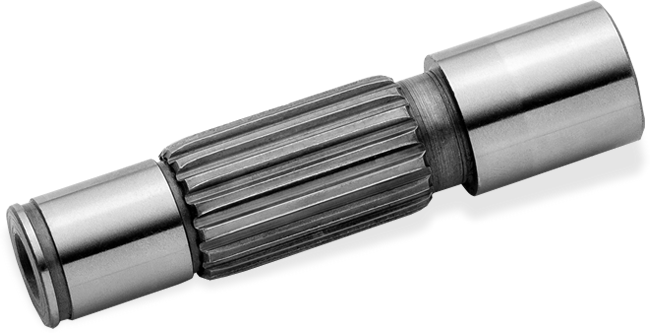
传动轴(电动自行车)
轴类件加工属于埃马克的核心竞争力。我们提供的用于轴类件生产的特殊 4 轴机床是高精度、高效率加工传动轴的理想选择。车削、硬车、滚齿、磨削——埃马克可以提供传动轴的完整工艺链。
- 车削
机床:VT 2 / VTC 100
- 滚齿
机床:HLC 150 H
- 硬精加工(硬车/磨削)
机床:VTC 100 GT
- ECM 电解加工齿形出口处
机床:CI…
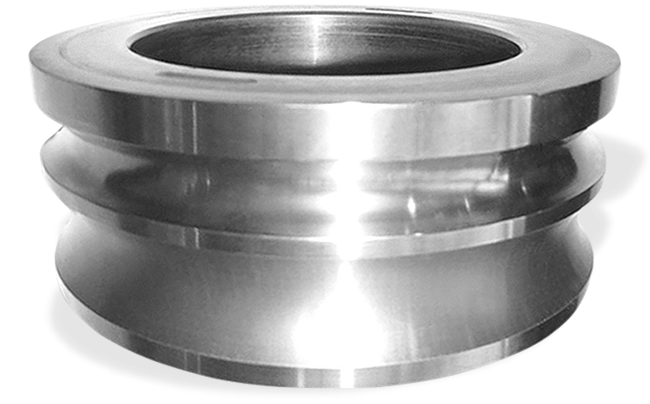
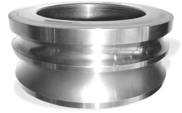
滚轧环
滚轧环属于精密部件,它对线缆的生产质量有着很大的影响。埃马克公司成功研发出一种工艺,能在极短时间内加工出高品质的滚轧环。
在大多数情况下,滚轧环只能在传统磨床上进行小批量手工生产。由于对滚轧环的精确度要求非常高,因此它的加工过程也格外复杂。滚轧环主要采用硬金属制成。为了获得所需的精度和表面质量,通常需要进行一道磨削加工。因此,每一个滚轧环的完整加工时间往往超过数小时。埃马克公司的研发人员致力于缩…
转子(电动自行车)
转子轴是电动机的核心部件,埃马克已针对这个重要部件研发出多种解决方案。从车削到制齿,再到使用 ECM 技术进行齿轮硬加工,埃马克可提供多种工艺技术,高效率、高精度地制造转子轴。
- 车削转子轴
机床:VT 2 / VTC 100
- 硬精加工(硬车/磨削)
机床:VTC 100 GT

链轮
通过将不同的切削加工工序整合到同一机床和一次装夹中,为节省加工时间提供了巨大潜能。因此在加工直径达100 mm的盘类件(如:传动齿轮、凸轮环、链轮、泵环和单凸轮)时,在达到高品质加工结果的同时,还能够节约大量时间。

转向机构主动齿轮
动力转向系统是现在每一辆汽车的标配。因此将方向盘的运动传递到转向机构的转向齿轮的需求量非常巨大。这对于 KOEPFER 滚齿机 160 来说是小事一件,它是专门为制造转向齿轮而设计的。该机床装配有最新一代的 8…









{kind=link}
我们竭诚为您服务。
您有任何问题或需要有关该机床的详细资料吗?
联系我们