
Manufacture of differential pinions in two clamping operations
Precision manufacturing of differential pinions places high demands on CNC turning centers and the automation of the manufacturing system. The differential pinion is manufactured in two separate clamping operations on vertical pick-up turning centers.
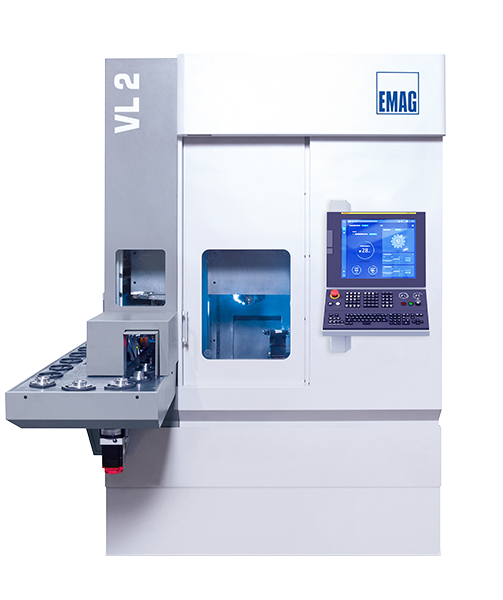
Precision manufacturing of differential pinions by vertical pick-up turning centers in the VL series
The differential pinions are part of the bevel gear differential. These components place special demands on manufacturing processes because the teeth of the pinions are inclined toward the center (like a cone). Differential pinions are manufactured on VL series machines in two clamping operations. The machines used are either VL 2 or VL 4 turning centers, depending on the diameter of the part.
VL 2 turning centers can handle workpieces up to 100 mm in diameter, while VL 4 turning centers can machine parts up to 200 mm in diameter.
EMAG's L- and U-automation belts are available for use with the VL machines. OP 10 can thus be performed using a U-belt. This belt offers a very large workpiece storage capacity and runs behind the machining area. The workpieces can therefore be picked up behind the VL turning center by a pick/flip&place unit and transported to the VL machine (OP 20) on the L-belt. This setup creates a clear direction of flow for the parts, enabling highly productive machining of differential pinions in two clamping operations.
Manufacture of differential pinions in two operations
- The front end, the roundings, and the inside are machined in OP 10.
- In OP 20, the teeth are cut and the outside diameter is turned.
Machines for differential pinion machining:
- VL 2 / VL 4
Automation system:
- L-automation
- U-automation at end or beginning of line
- Pick/flip&place unit
Main features:
- Automated manufacture
- Transport between machines by a pick/flip&place unit
- Simple blank feeding by wire-mesh boxes at beginning of production line
- U-automation system provides large buffer for parts
Machines for your requirements
(2) machines found

Technologies
Complex Manufacturing Systems from a Single Source thanks to a High Range of Technologies
Vertical turning is a machining process for metal components. EMAG was one of the first machine tool manufacturers to use the vertical turning process…




We're here for you
Do you have questions or need more detailed information? Please contact us!
To contact