
Produzione di alberi del rotore su una linea completamente automatizzata
EMAG progetta e costruisce linee di produzione complete per alberi rotore in uno o due pezzi, in cui tutti i processi di lavorazione sono perfettamente integrati, uno dopo l'altro. Tecnologia, automazione e sviluppo dei processi provengono da un'unica fonte: soluzioni ideali per i volumi in rapida crescita nel settore dei veicoli elettrici.
"Un solo volto per il cliente"
La collaborazione inizia spesso in una fase iniziale: I clienti possono chiarire in anticipo con EMAG i disegni di progetto del loro componente per consentire un processo di produzione il più possibile snello e affidabile. Alla fine, le aziende ottengono un sistema di produzione perfetto, che stabilisce parametri di riferimento per i tempi di ciclo, ma allo stesso tempo presenta un alto livello di stabilità e affidabilità produttiva.
Il principio "un volto per il cliente" è sempre valido. Un referente esperto di EMAG discute con il cliente i requisiti dell'intera soluzione produttiva, comprese le macchine che non provengono da EMAG, ma che potrebbero comunque far parte dell'intera catena di processo. EMAG si occupa di ogni singolo elemento della soluzione produttiva e ne elabora le specifiche. Ciò significa che i clienti risparmiano una grande quantità di capacità nella fase di offerta e hanno un contatto centrale per la successiva elaborazione dell'ordine.
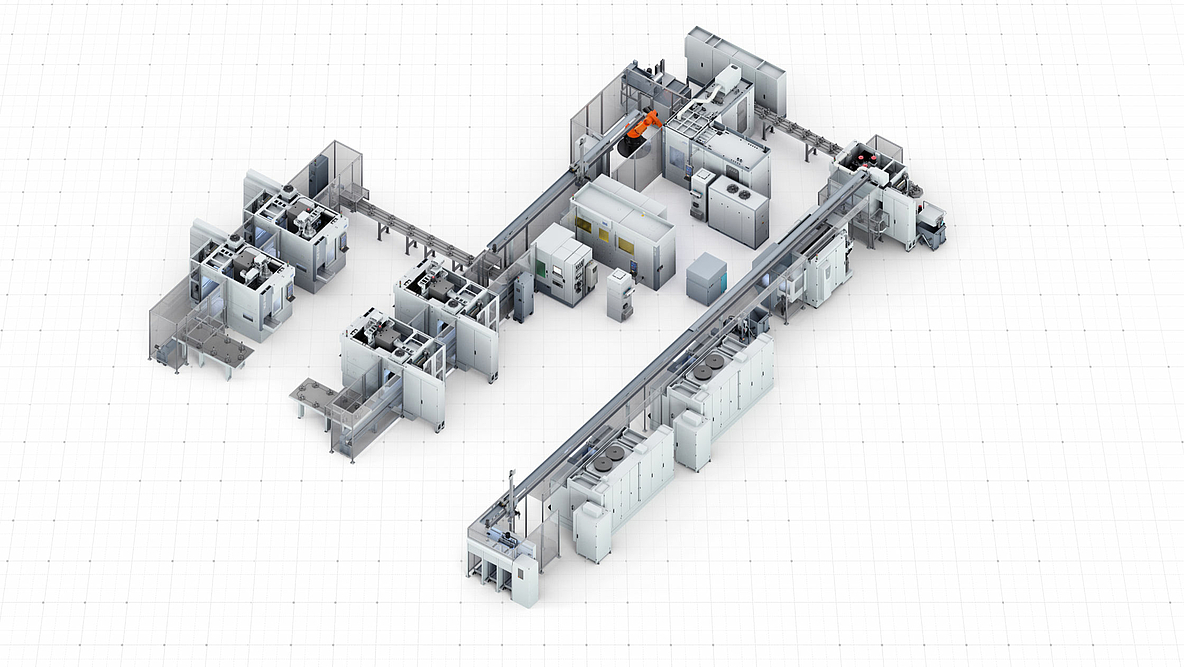
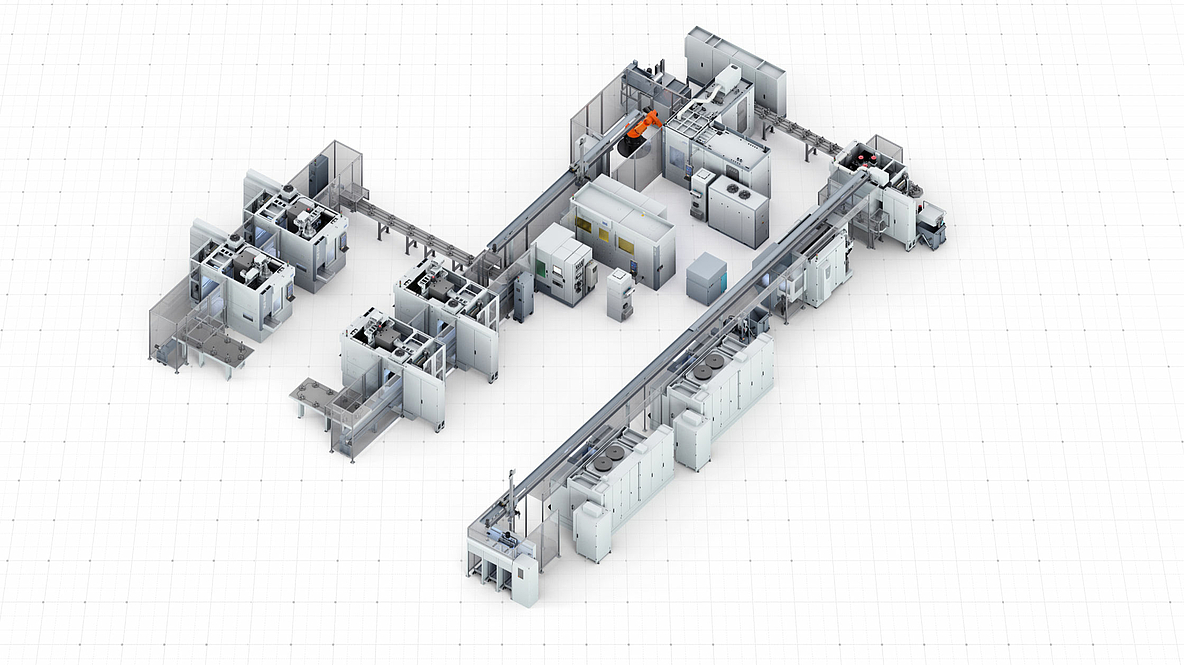
Esempio di soluzione per un albero del rotore a due pezzi
Ciò si traduce in processi impressionanti, come il seguente esempio di linea di produzione completamente automatizzata per un albero del rotore in due pezzi. La capacità produttiva è di circa 360.000 pezzi all'anno. In totale sono coinvolte otto operazioni, tutte eseguite da macchine EMAG. Le singole macchine e stazioni sono automatizzate e collegate tra loro da robot, portali di carico, trasportatori di pallet e dal sistema TrackMotion di EMAG.

OP 10/OP 20: rotazione delle estremità dell'albero del rotore
Dopo l'alimentazione del pezzo grezzo, la pre-tornitura dei due pezzi finali viene avviata su un totale di quattro macchine VLC 200 di EMAG (OP 10 e OP 20). Ogni pezzo passa attraverso due macchine. Dopo la lavorazione del primo lato, il pezzo viene girato dal sistema EMAG TrackMotion e il processo di tornitura inizia sull'altro lato.

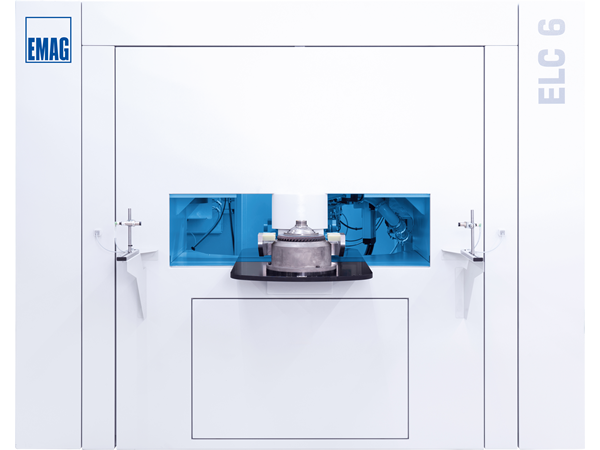
OP 30: Pulizia laser e saldatura laser
Successivamente, il cordone di giunzione viene pulito al laser nell'OP 30.
I due pezzi finali (flangia e tubo) vengono quindi alimentati da un portale di carico alla saldatrice laser ELC 6 di EMAG LaserTec. Qui i pezzi vengono prima uniti e poi saldati.

OP 50: Rotazione brusca dell'albero del rotore
Durante la successiva tornitura dura (OP 50) in un VTC 200 CD (azionamento centrale), l'albero viene centrato.

OP 60: Dentatura a creatore
Nell'OP 60, la dentatrice a creatore HLC 150 di EMAG Koepfer viene utilizzata per tagliare le scanalature. Anche questa macchina viene caricata e scaricata dal portale di carico. I pezzi vengono alimentati nell'area di lavorazione dal sistema di automazione interno della HLC 150.

OP 70: Rettifica dell'albero del rotore
I processi di rettifica (OP 70) sulle sedi dei cuscinetti, sui collari piatti e sulla superficie di scorrimento della guarnizione dell'albero rotante completano il processo di produzione sull'albero del rotore. A questo scopo vengono utilizzate due macchine EMAG del tipo HG 310.

Vantaggi di questa linea di produzione per alberi rotanti
- La tecnologia, l'automazione e lo sviluppo dei processi provengono da un'unica fonte, con l'obiettivo di ridurre i tempi di consegna e di avviare rapidamente la produzione.
- Tutte le macchine e il sistema di automazione sono perfettamente coordinati.
- Sistemi di automazione semplici, interfacce ottimizzate e brevi distanze di trasporto creano processi di produzione rapidi.
- Il sistema di produzione si distingue per i brevi tempi di riattrezzaggio e manutenzione.
- "Un solo volto per il cliente": un referente esperto di EMAG discute con il cliente i requisiti dell'intera soluzione produttiva.
translated by deepl.com
Libro bianco
Elettromobilità
Scoprite in questo libro bianco come possono essere le soluzioni di produzione altamente efficienti per rotori, alloggiamenti di statori e parti di ingranaggi. Scaricate questo libro bianco nel nostro Media Center.
Media CenterMachines
(6) macchine trovate
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/gear-hobbing-machines/gear-hobbing-machines-horizontal/hlc-150-h/hlc-150-h_preview.png "[Translate to Italian (5):]")
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/9/6/csm_lc-4-2_preview_c060046b04.png "[Translate to Italian (5):]")
![[Translate to Italian (5):]](https://cdn.emag.com/fileadmin/_processed_/9/5/csm_vt-4_preview_93fb7dde3e.png "[Translate to Italian (5):]")


Tecnologie
Sistemi di produzione complessi da un'unica fonte grazie a un'alta gamma di tecnologie
La pulizia laser è un processo rapido e di poco ingombro che può sostituire le macchine di lavaggio convenzionali in molte applicazioni. A ciò si…
L'industria automobilistica non è più immaginabile senza la saldatura laser: questa tecnica permette la produzione di componenti compatti e dal peso…
La tornitura verticale è un processo produttivo ad asportazione truciolo per metalli. EMAG è stato uno dei primi costruttori di macchine utensili ad…




Siamo a vostra disposizione.
Avete domande oppure avete bisogno di documentazioni dettagliate?
Come contattarci