
La rectification non cylindrique – une précision extrême pour les géométries non cylindriques
La rectification non cylindrique à l’aide de la technologie CBN permet l’usinage de haute précision de cames, d’arbres à cames, de bagues à pompes et d’autres pièces d’une géométrie non cylindrique.
La rectification non cylindrique de cames, d’arbres à cames, de pièces de cames et de bagues à pompes en utilisant des meules de rectification en CBN
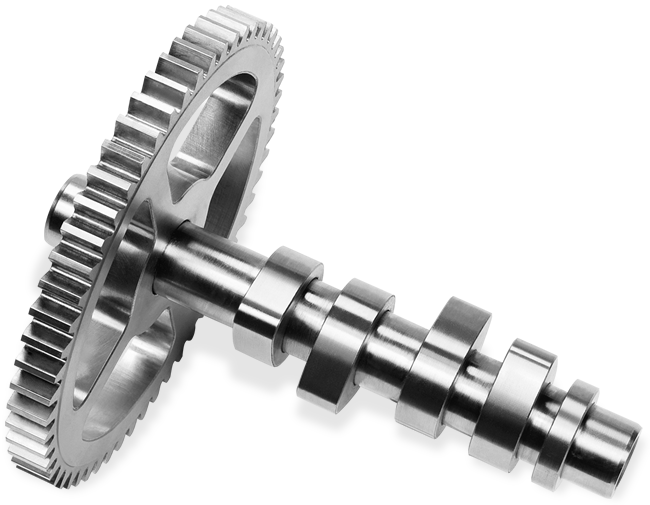
L’exemple de l’arbre à cames démontre qu’il est également possible d’usiner des pièces non cylindriques dans le processus de fabrication. Contrairement à la rectification cylindrique dont l’objectif est d’obtenir une forme cylindrique parfaite, le but de la rectification non cylindrique est de conserver la forme non cylindrique définie en atteignant la qualité de surface définitive à l’aide de la rectification.
Les pièces non cylindriques de type arbre sont par exemple les arbres à cames, les cames et les arbres à pompes. Les exigences relatives au concept de la machine sont très différentes en fonction des différentes opérations d’usinage. En revanche, même un seul type d’opération d’usinage spécifique et bien défini comme la rectification d’arbres à cames pour poids lourds ne permet pas de répondre aux exigences du marché à l’aide d’un seul concept de machine. De ce fait, l’usinage non cylindrique nécessite impérativement un concept de machines et de technologies modulaire. L’utilisation de plusieurs broches de rectification pour la rectification d’ébauche et de finition ou pour l’usinage intégral peut être nécessaire comme comme une rectifieuse à deux chariots pour l’usinage simultané ou la rectification synchronisée en appui.
La technologie de rectification CBN pour l’usinage non cylindrique
L’utilisation de CBN lors de la rectification non cylindrique correspond à l’état de l’art. À l’avenir, il sera possible d’obtenir une meilleure productivité grâce à une nouvelle augmentation de la vitesse de coupe. Les pièces dotées d’une faible surépaisseur et d’une instabilité élevée comme les arbres à cames assemblés imposent le développement de systèmes de rectification exerçant nettement moins de forces de rectification. Les exigences du marché de plus en plus élevées et variantes seront toujours à l’origine d’innovations dans le domaine de la rectification non cylindrique.
Afin d’être en mesure de répondre aux différentes exigences relatives aux machines de rectification et aux procédés d’usinage, EMAG offre un large système modulaire comprenant des modules technologiques et des machines qui seront adaptés de façon optimale aux besoins spécifiques de production (voir ci-dessous).
Exemples d'application
L’usinage d’arbres à cames est un exemple typique de la rectification non cylindrique. Par exemple, un projet clé en main réalisé permet de rectifier quatre cames doubles avec un chargement manuel. Le défi à relever de cette opération en terme de rectification est l’ébauche d’une surépaisseur allant jusqu’à 3 mm et la finition à l’aide d’un seul outil de rectification. Il a été possible de répondre aux exigences contraires à l’aide d’une meule disque en CBN à liant céramique.
Un autre exemple est l’usinage intégral d’arbres à cames pour véhicules utilitaires: Douze cames radiales, six cames de pompe, sept logements à palier, le logement de réglage et les extrémités avec cône et épaulement sont usinés dans le même montage de serrage. Étant donné que la rectification d’arbres après le traitement thermique génère souvent des contraintes résiduelles et que la rectification de cames a un impact sur la concentricité des logements à palier, il n’est pas possible de réaliser l’usinage conformément aux plans à l’aide d’un processus à une étape. L’usinage dans le même montage de serrage est souvent la meilleure solution afin d’obtenir la qualité requise.








Machines pour vos demandes
(3) machines trouvées
![[Translate to French (4):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/grinding-machines/camshaft-grinding-machines/sn-204-208/sn-208_preview.png "[Translate to French (4):]")
![[Translate to French (4):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/grinding-machines/camshaft-grinding-machines/sn-310-320/sn-320_preview.png "[Translate to French (4):]")
![[Translate to French (4):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/grinding-machines/internal-and-face-grinder/vg-110/vg-110_preview.png "[Translate to French (4):]")
Pièces
À chaque pièce sa solution de production.

Blisk
Les pièces à l'intérieur d'un réacteur sont soumises à des contraintes extrêmes et sont donc fabriquées à partir de matériaux très durs. C'est ainsi que, par exemple, les BLISK (Blade Integrated Disk)…
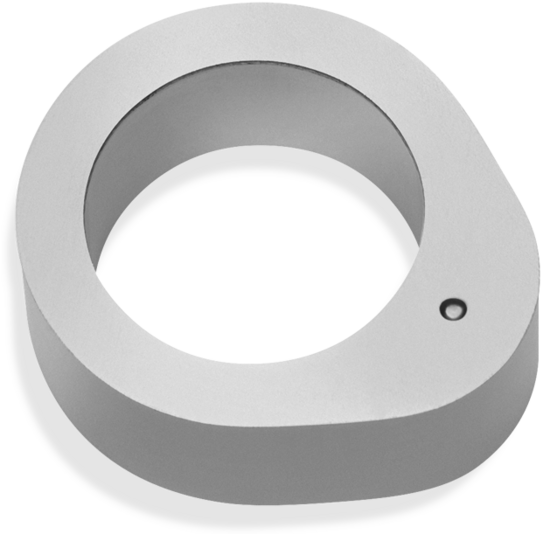
Came
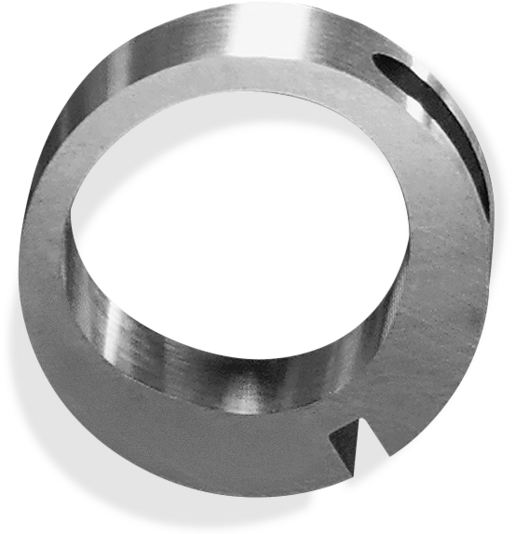
Arbre à cames monté (assemblage)






Nous sommes à votre disposition.
Vous avez des questions ou vous avez besoin d'une documentation détaillée?
Pour nous contacter