
Hartdrehen / Schleifen
Durch die Kombination mehrerer Verfahren, wie beispielsweise Hartdrehen und Schleifen, auf einer Maschine lassen sich erhebliche Rationalisierungspotentiale ausschöpfen.
Für die Verfahrenskombination Hartdrehen und Schleifen sprechen die Vorteile Komplettbearbeitung, Qualitäts- und Flexibilitätsgewinn.
Hartdrehen und Schleifen: Qualitäts- und Flexibilitätsgewinn
Die Verfahrenskombination Hartdrehen / Schleifen wird sehr effektiv zur Reduzierung der Zykluszeit eingesetzt. Wenn die komplette Hartfeinbearbeitung (Hartdrehen und Schleifen) auf einer Maschine durchgeführt wird, können Durchlaufzeiten sowie Transport- und Liegezeiten drastisch reduziert werden. Vorteile sind zudem in der Reduzierung der Rüstvorgänge und Rüstzeiten zu sehen.
Die Technologie Hartdrehen und Schleifen ist in der Praxis bewährt
Bei der Futterteilbearbeitung (Hartdreh- und Schleifmaschine VSC DS) ist die Kombination Hartdrehen und Schleifen Stand der Technik. Nach wie vor ist jedoch ein erhebliches Rationalisierungspotenzial vorhanden, da bei weitem noch nicht alle Prozesse, bei denen es sich lohnen würde, auf die Kombinationsbearbeitung Hartdrehen und Schleifen umgestellt sind. In der Zukunft werden neben den Verfahren Hartdrehen und Schleifen verstärkt auch das Hartfräsen, Hartreiben und Honen in Kombinationsmaschinen integriert werden. Auch für die Wellenbearbeitung sind geeignete Maschinenkonzepte auf dem Markt vorhanden, die eine Verfahrensintegration Hartdrehen und Schleifen ermöglichen (Hartdreh- und Schleifmaschine VTC 315 DS für Wellenteile). Der Einsatz dieser Systeme ist jedoch noch nicht so verbreitet wie bei der Futterteilbearbeitung mit der Hartdreh- und Schleiftechnologie, da hochproduktive Systeme auf der Basis konventioneller Schleiftechnik, CBN-Schleiftechnik und moderner Drehtechnik existieren. Es zeichnet sich jedoch ab, dass auch bei der Wellenbearbeitung zukünftig die Vorteile der Kombinationsbearbeitung Hartdrehen und Schleifen stärker genutzt werden.
Insgesamt ist festzustellen, dass die Kombinationsbearbeitung Hartdrehen und Schleifen kein exotisches Verfahren mehr ist, sondern dass Technologie und Maschinen erprobt sind. Durch konsequente Umsetzung der Kombinationsbearbeitung Hartdrehen und Schleifen sowie der Integration weiterer Fertigungsverfahren können zukünftig noch erhebliche Rationalisierungspotenziale ausgeschöpft werden.










Hartdrehen und Schleifen – Gegenüberstellung der Bearbeitungsverfahren
Konventionelles Außenrundeinstechschleifen
Das konventionelle Außenrundeinstechschleifen (Rundschleifen) ist an vielen Stellen der Ist-Zustand in der Produktion. Der elementare Vorteil der hohen Prozesserfahrung ist jedoch gleichzeitig ein wesentliches Manko, wenn es um Innovationen geht. Denn das konventionelle Schleifen wurde in der Vergangenheit schon sehr weit optimiert.
Hartdrehen
Den Schleifverfahren steht häufig das Hartdrehen als konkurrierendes Verfahren gegenüber. Das Hartdrehen zeichnet sich ebenfalls durch eine hohe Flexibilität aus. Positiv wird von den Anwendern bewertet, dass dieses Bearbeitungsverfahren auch trocken funktioniert. Großes Manko des Hartdrehens ist nach wie vor die Prozessstabilität. Aufgrund unvorhersehbarer Schneidenausbrüche können immer wieder Störungen im Prozess auftreten. Zudem ist die mit Standardmaschinen erreichbare Bauteilqualität auf den Bereich IT6 beschränkt.
CBN Schleifen
Ein wesentliches Merkmal des Einstechschleifens mit CBN-Schleifscheiben ist die drastische Hauptzeitreduzierung gegenüber dem konventionellen Schleifen. Neben der Hauptzeitreduzierung wird auch eine spürbare Reduzierung der Nebenzeiten durch die hohe Standzeit der CBN-Werkzeuge erreicht. Ein Nachteil des CBN-Einstechschleifens ist, dass es aufgrund der hohen absoluten Werkzeugkosten weitestgehend ein Verfahren der Serien- und Massenfertigung ist.
Das Hochleistungs-Außenrund-Formschleifen oder Schälschleifen ist eine Verfahrensvariante des CBN-Schleifens, bei dem mit schmalen Schleifscheiben über das NC-gesteuerte Abfahren der Kontur ein Werkstückprofil generiert wird. Dieses Verfahren zeichnet sich durch seine hohe Flexibilität aus und ist ideal zur Außenrundbearbeitung von Teilefamilien. Nachteilig ist lediglich, dass sich aufgrund des Einsatzes von Hochgeschwindigkeitstechnologie und Schleiföl ein gegenüber den übrigen Verfahren höherer Maschineninvest ergibt.
Einsatzbeispiele der Kombinationsbearbeitung Hartdrehen und Schleifen
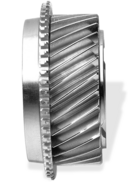
Ein typisches Beispiel für die Kombinationsbearbeitung (Hartdrehen und Schleifen) ist die Bearbeitung von Getrieberädern. Das Fertigdrehen der Planschultern erfolgt mittels Hartdrehen. Die Bohrung und der Kegel werden aufgrund der hohen Qualitätsanforderungen vorgedreht und fertiggeschliffen. Hierzu ist die Maschine mit zwei Schleifspindeln auszustatten. Eine Spindel ist für die Bohrungsbearbeitung ausgelegt, eine für die Außenbearbeitung. Weil nur wenige Hundertstel Millimeter geschliffen werden, sind die Schleifwerkzeuge rein auf die Fertigbearbeitung ausgelegt. Das Verfahren hat mittlerweile weitestgehend die reinen Schleifmaschinen verdrängt und kann daher als Stand der Technik angesehen werden.
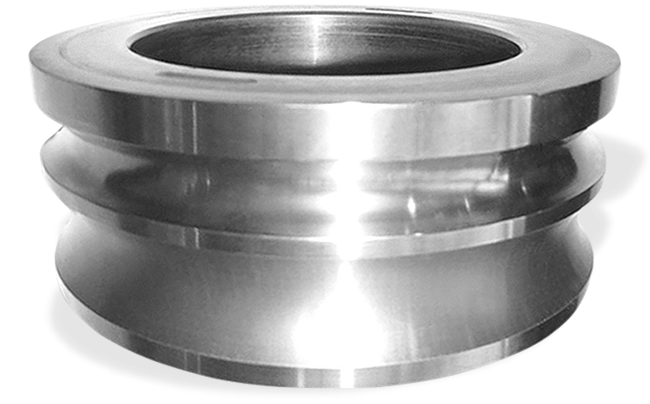
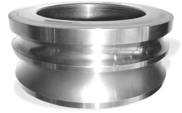
Ein weiteres Beispiel für den sinnvollen Einsatz der Kombinationstechnologie (Hartdrehen und Schleifen) ist die Erzeugung von drallfreien Sitzen. An einem Druckring ist der Außendurchmesser und die Stirnfläche zu bearbeiten. Auf dem Außendurchmesser ist die drallfreie Oberfläche zu erzeugen. Hier bietet es sich an, die Stirnfläche hart fertig zu drehen und den Außendurchmesser vorzudrehen. Die Fertigbearbeitung erfolgt mittels Schleifen. Das Abrichten der Schleifscheibe wird durch Einstechen in eine achsparallel angeordnete Profilrolle durchgeführt. Der Schleifprozess erfolgt ebenfalls im Einstechprozess. Mit diesem Verfahren wird eine Drallbildung sicher vermieden.
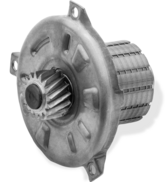
Interessant ist die Kombinationsbearbeitung auch für die Bearbeitung von Muttern mit innenliegender Kugellaufbahn, die in Kugelgewindetrieben eingesetzt werden. An den Muttern sind das Innengewinde, die Stirnfläche, der Außendurchmesser und die Planschulter zu bearbeiten. Bei dem vorgestellten Konzept werden Stirnfläche, Außendurchmesser und Planfläche hartgedreht, das als Kugellaufbahn dienende Innengewinde wird geschliffen. Dafür eignet sich eine VSC-Maschine, die zusätzlich mit Y- und B-Achse ausgestattet ist. Über die hochgenaue B-Achse wird der Steigungswinkel des Gewindes eingestellt. Die Y-Achse dient als Zustellachse bei der Bearbeitung der Kugellaufbahn. Die Maschine ist mit zwei Schleifspindeln ausgestattet. Diese können zur Vor- und Fertigbearbeitung mit unterschiedlichen Werkzeugen bestückt werden. Über eine separate Abrichtvorrichtung werden die Profile mittels Diamantprofilrolle abgerichtet. Die Maschine ist sowohl für den Einsatz von konventionellen Schleifscheiben als auch für den CBN-Einsatz (CBN-Schleifscheiben) geeignet. Ein 2,5-D Messtaster dient zur präzisen Bestimmung der Winkellage des eingespannten Teils und kann zur Postprozesssteuerung der hartgedrehten Flächen genutzt werden.
Der Vorteil dieses Konzeptes gegenüber der konventionellen sequentiellen Fertigungsfolge ist, dass alle qualitätsbestimmenden Flächen in einer Aufspannung bearbeitet werden. Umspannfehler, die insbesondere die Flucht der Planfläche und des Außendurchmessers zur Mittelachse der Kugelumlaufbahn beeinträchtigen, können vermieden werden.

Finishbearbeitung eines Getrieberads durch Hartdrehen und Schleifen auf einer EMAG VSC 250 DDS

Kombinationsbearbeitung Hartdrehen und Schleifen von Wellen. Alle Feinbearbeitungsprozesse in einer Maschine: CBN-Schleifen, Hartdrehen und Schäldrehen. Damit einzigartige Flexibilität bei der Feinbearbeitung von Wellen.
Maschinen für Ihre Anforderungen
(6) Maschinen gefunden
![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/turning-machines/customized-vlc/vlc-100/vlc-100_preview.png "[Translate to Deutsch (1):]")
![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/turning-machines/customized-vlc/vlc-200-gt/vlc-200-gt_preview.png "[Translate to Deutsch (1):]")
![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/turning-machines/customized-vlc/vlc-350-gt/vlc-350-gt_preview.png "[Translate to Deutsch (1):]")

![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/grinding-machines/grinding-machines-shafts-vtc/vtc-100-gt/vtc-100-gt_preview.png "[Translate to Deutsch (1):]")
![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/user_upload/content/machines/grinding-machines/grinding-machines-shafts-vtc/vtc-315-ds/vtc-315-ds_preview.png "[Translate to Deutsch (1):]")
Werkstücke
Für jedes Werkstück die richtige Fertigungslösung
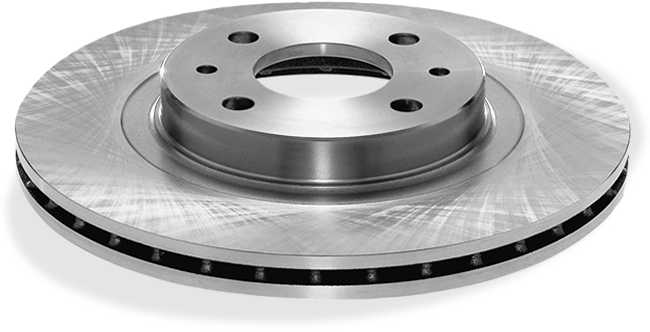
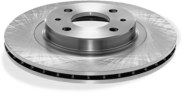
Bremsscheibe
Hohe Stückzahlen und schnelle Taktzeiten – das gilt nicht nur für die Bremsscheibenfertigung, sondern auch für die Maschinen von EMAG. Als Spezialist für die vertikale Bearbeitung von Bremsscheiben…
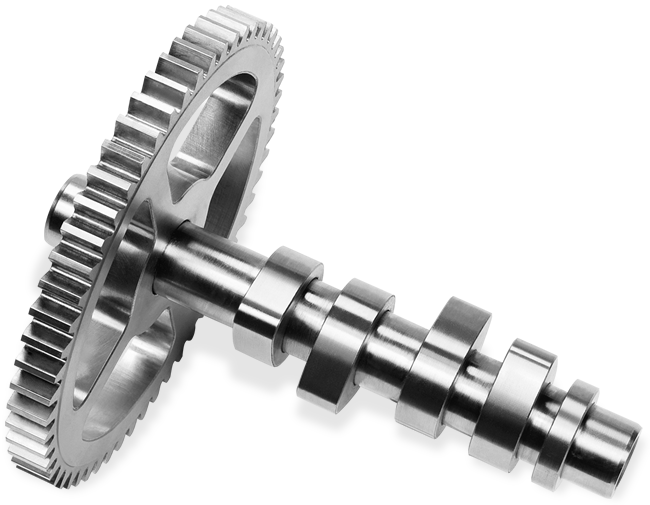
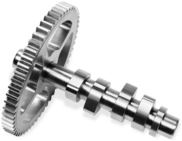
Gebaute Nockenwelle (Fügen)
Die Präzisionsfertigung von Nockenwellen stellt hohe Anforderungen an die Produktion. Das von EMAG angebotene thermische Fügeverfahren kombiniert Flexibilität und Produktivität; den konstruktiven und…

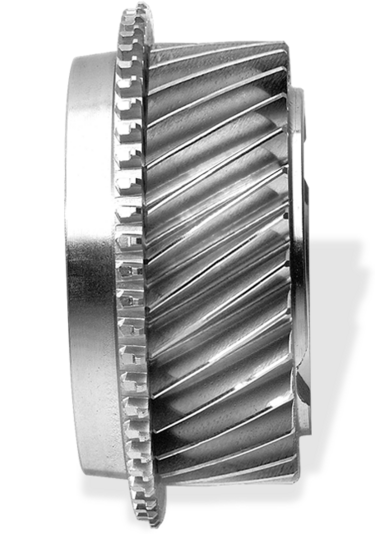
CVT-Riemenscheibe
Durch die Verfahrenskombination Hartdrehen und Schleifen können CVT-Pulley-Scheiben (CVT-Riemenscheiben) mit der VLC 200 GT in einer Aufspannung bearbeitet werden.
Zahnrad
Zur Bearbeitung von Zahnrädern kommen Maschinen der VL-Plattform zum Einsatz. Vier zentrale Operationen laufen hintereinander ab: Das Drehen der ersten Seite des Zahnrads (OP 10) und das Drehen der…
Getriebewelle (E-Bikes)
Die Wellenbearbeitung gehört zu den Kernkompetenzen von EMAG. Unsere speziellen 4-Achs-Maschinen für die Wellenfertigung sind ideal, wenn es um die hochpräzise und hochproduktive Bearbeitung von…
Walzring
Walzringe sind Präzisionskomponenten, die die Qualität bei der Herstellung von Draht wesentlich beeinflussen. EMAG hat ein Verfahren entwickelt, mit dem Walzringe in höchster Qualität in kürzester…
Rotor (E-Bikes)
Die Rotorwelle ist das zentrale Bauteil des E-Motors und genau für dieses wichtige Bauteil hat EMAG bereits zahlreiche Lösungen entwickelt. Vom Drehen über das Verzahnen bis hin zur Hartverzahnung mit…

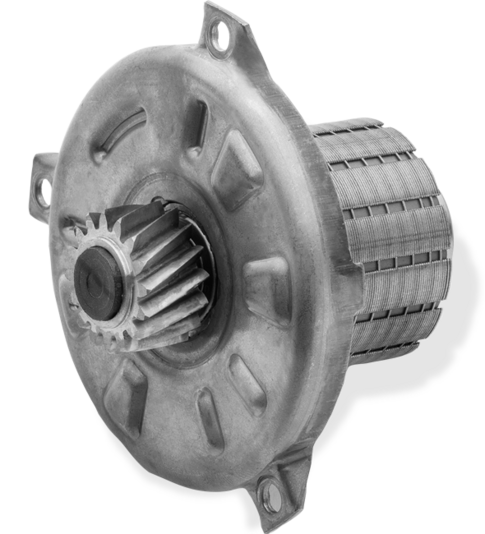
Kettenrad
Die Kombination von verschiedenen Zerspanungsprozessen in einer Maschine und in einer Aufspannung bietet im Hinblick auf die Bearbeitungszeit enorme Einsparpotenziale. Bei der Bearbeitung von…

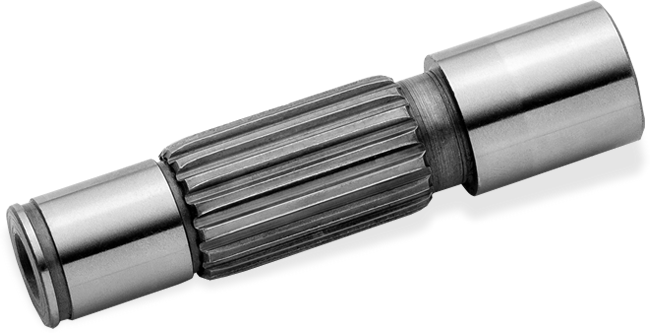
Lenkritzel
Servolenkungen gehören heute zur Standardausstattung in jedem Auto. Daher werden auch die Lenkritzel, welche die Bewegungen des Lenkrads auf das Lenkgetriebe übertragen, in sehr großen Stückzahlen…








Wir sind für Sie da.
Sie haben Fragen oder benötigen detaillierte Unterlagen? Kontaktieren Sie uns!
Zum Kontakt